鍛造リングの専門店ジュエリーコウキです
工房で1つ1つ鍛造で指輪を手作りします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた鍛造職人しか作れません。
近年、鍛造という製法が注目され鍛造で作った指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です。
鍛造に似せて作る鍛造風は本物の鍛造と全く違います
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りをした指輪は市場全体の
指輪の中で1%以下しか存在しない特別なリングです
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは(゚Д゚)ノ 池田と申します
私はジュエリーコウキの二代目で鍛造職人歴30年です!
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという伝統技法。
鍛冶で鍛錬をされた指輪は、密度が増して強靭な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです
鍛えて造る指輪という意味で「鍛造リング」と言います。
「普通の太いや幅広い」で表現できないレベルの幅なので
あえて太さを強調して「鬼幅広」と言わせて頂きますw
だって、ゴールドリングの幅が約12ミリもあるんです!
しかも肉厚が約2.7ミリもあって重厚感が半端ないです
説明をしてもイメージが沸かないと思いますので写真をw
ゴールド リング 太め メンズ

鎚目が効いてインパクトが凄いですw
これだけボリュームのあるゴールドリングに鎚目を入れると
圧倒的な存在感をプンプン醸し出す金の鬼幅広いリングです
こちらの鬼幅広 18金ゴールドリングの制作工程となります
鍛造の作り応え&見応えがある記事ですので楽しんで下さい
【18金 メンズ リング 作り方】
まずは、今回の指輪を作るのに必要となる地金(18金)を
計算して割り出し、イエローゴールドを溶かして塊にします
最終的には約25グラムの重たい金の指輪になるのですが、
それを作るのには約35グラムの重さが必要となるんです
約35グラムの塊から写真のような指輪になるという事です。

18金 イエローゴールド 溶解
純金の融点(熔解温度)は約1000度強ですが
一般的な18金の場合は約850~900度で溶けます
プラチナが熔解する温度が約1800度ですので
18金の場合は、プラチナの約半分程度の火力で溶けます
という事は、プラチナを熔解する時のバーナー工具と
金を溶かす時のバーナー工具の炎の火力が断然違うんです

火力が強いバーナーで金を溶かすと枯れる
金が枯れる(地金が枯れる)と専門用語で言われますが
金の場合は、じっくりと溶かすやり方が地金に良いのです
枯れるというのは、例えて言うなら植物の枯れる感じと
似ていると思います(あくまで個人的なイメージですがw)
金が枯れるというのは地金がボロボロになってしまうんです
急激な温度で急速に溶ける事で、金の粒子バランスが
崩れると言われています(割れやヒビが入りやすいんです)
ですので昔の職人さん達は、金を溶かす時に炭火でじっくり
焼いて溶かしたと、現役の75歳の鍛造職人さんに聞きました
その職人さんは師匠である親父の友達なので尊敬しています
こういう昔の本物の職人さんと繋がりがあるのも心強いです。

18金を占める(締める)
シメルという手法で18金を金槌でガンガンに叩きます
このブログを見て頂いている方はプラチナを鍛える
鍛金の作業かな?と思う方が多いと思うんですが、
この絞める(締める)という工程が18金にとって
凄く重要になる作業なんです(のちほど説明します)
金をガッツリと占めたら、やっと次の鍛金の作業です
プラチナの場合は溶かしたらすぐ鍛造へと進みますが
18金ゴールドの場合は、溶かして金塊になったら
まず最初にシメルという作業から始まるんです(^ω^)

18金をシメルの意味
熔解してバランスが崩れた金の粒子を、何度も叩いて
地金を占めて粒子を整わせていくという作業がシメルです
力強く叩けば叩くほど、金は締まっていき整ってきます
注意する点は、炎で焼くという作業を一切しない事です
(鍛造の場合は叩いて焼いての繰り返しです)
〆あげる前に炎で焼くと、また粒子が崩れるからなんです
ですので、完全に〆あげて粒子が一致するまでは焼きません
まずは金の粒子バランスが整うようにシメル作業を続けて
「鍛金や鍛造」は金を占めあげてからの次の作業となります
きっちり占めあげないとベースとなる金が割れるからです!

18金の鍛金、18金の鍛造
ようやくここから18金を鍛金、鍛造できます(^ω^)
占めあげた金を、いよいよ鍛えていく鍛金作業へ進みます
ここからの鍛冶仕事は鍛える金と書いて鍛金(たんきん)
18金を叩きまくって焼いて、金の密度を上げていきます
金を占める作業も、鍛金の作業もパワーとスタミナが必要
自分は鍛冶のやり過ぎでヒジが腱鞘炎になったもので(汗)

鍛冶で18金を成形していきます(四角形)
金床(角床)という叩き台に乗せて金を叩きまくりながら
写真のような四角形に金を成形していきますが硬い硬いw
普通に叩いても18金(ピンク&イエロー)はプラチナ
よりも硬くて、金槌から伝わるインパクト(衝撃)が
全く異なるので、プラチナの時とは違った叩き方なんです
しかしゴールドの分厚さが物凄くて見た目がハンパないw
芋ヨウカンや金つばに見えて美味しそうにも感じます(笑)

18金をナマス(焼きなまし)
ナマスとは、地金を真っ赤に焼く事を言います
プラチナの鍛冶と同じように、金槌で何度も叩いて
炎でナマス(焼く)の繰り返しでゴールドを鍛えます
かなり指輪の幅が広い「極太ゴールドリング」になるので
金の形を整える時も、幅の広い極太の塊のまま成形します
叩いては焼いて、叩いては焼いて形を整えながら鍛えます。

金塊が大きい=インパクトも大きい
先程ちょっと触れましたが、金のインパクトは凄いです
インパクトというのは金槌で金を叩いた時の衝撃力です
もともと18金は性質的に反発力が強くありますが、
この大きさの18金となると反発力の衝撃も凄いんです!
力を込めて叩けば叩いただけの衝撃が自分に戻ってきます
肩やヒジや腕などが衝撃でジンジンしびれて痛いですね(汗)

金塊が指輪の幅になってきました
18金の鬼極太リングの完成した幅が約12ミリです
この作業の時点で12ミリの幅だと幅が足りないんです
彫金作業をするので、余裕をもって14ミリ位の幅です
幅は近くなっていても、肉厚はまだまだ厚い状態ですので
肉厚のほうも2.9ミリ位になるまで叩いて成形します
こちらも彫金作業をするので余裕をもって厚くしています。

鍛冶作業は根気強さが必要!
金塊を金槌で叩きまくって数日が経過・・・
肩から指の先まで筋肉痛状態ですがOKw
18金の塊がやっと指輪のベースとなる板になりました!
何度も叩きまくって18金の粒子が詰まり、微量に含まれる
「す」という空気も地金から抜けて、密度が上がりました!
そして極太の鍛造リングの幅と肉厚まで板を揃えました(*´Д`)

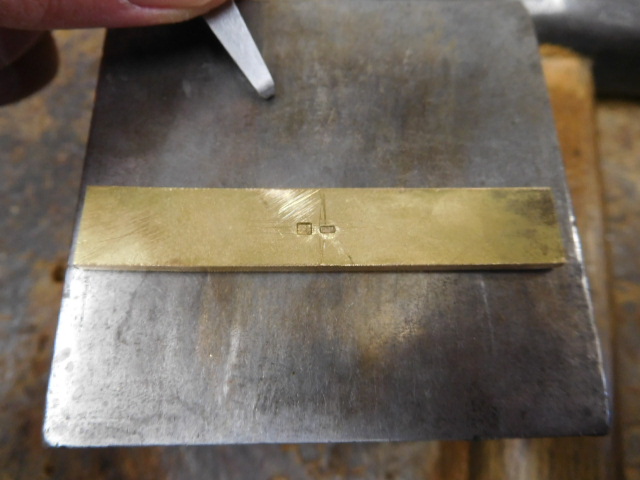
18金(k18)の刻印を打ち込みます
成形した18金の板の中心に刻印を打ち込みます
リング状に丸めた時に、リングの内側になる方へ打ちます
刻印は2種類あって、18金を証明するk18の刻印と
ジュエリーコウキで手作りをした証明のJKの刻印です
そして次の工程で、板を丸めてリングの形にしていきます。
18金の板を丸めてリングの形に成形
刻印を打ち込んだゴールドプレートをリングの形にします
かなり指輪の幅と厚みがあるの板なので丸めるのにも一苦労w
なんと一般的な結婚指輪の約4~6本分の幅があるんです!
肉厚に限れば普通の結婚指輪の2~3倍もあるんです(*´Д`)

今回の金の指輪は、極太で肉厚なので丸めるのが大変で
丸棒という棒に押し当てて金槌でガンガン叩いて丸めました
金槌を使わないと曲がらないレベルの幅と肉厚だからです
しかし普通のサイズの指輪の場合は、金槌を使って叩くと
傷だらけになるので普通の時は金槌ではなく木槌を使います
丸棒で丸める方法以外にヤットコで曲げる方法等もあります。

共付け、ロウ付けの違い
丸めた18金の板を溶接します(ロウヅケ&トモヅケ)
一般的には、このような溶接方法をロウヅケと呼びますが
ロウヅケはベースとなるリングよりも先に溶ける地金を
仕様して溶かしていくのですが、写真はロウヅケではなく
トモヅケというレベルの高い溶接方法なんですよ(*´Д`)

ファイヤアアアアアアアー!!
トモヅケとはベースとなる18金リングと同じ地金を
薄く伸ばして、隙間に挟み込んで溶かすという荒業です
という事は、ロウが地金より先に溶けるロウヅケとは異なり
トモヅケはロウもベースの指輪も同時に溶けるという事です
18金の熔解する温度は約850度、指輪と同時に溶かすんです!
金の指輪も溶けてしまいますが溶ける範囲を極力少なくして
トモヅケを成功させるのは職人の技術なんですよね(*´Д`)
ここで指輪がガッツリと溶けると終了(失敗)という事です
そこまでしても共付けにこだわる理由は強度が強いからです

18金 イエローゴールド 彫金の開始
トモヅケが完了したら再度、丸棒にリングを挿入して金槌で
リング全面を叩いて真円にしてから指輪のサイズを伸ばします
写真はありませんが、肉厚なので何度も叩いて厚さを揃えます
そして幅広の金の指輪のサイズが決まったら彫金作業です
指輪のデザインが平甲丸(ひらこうまる)という形なんですが
甲丸(こうまる)と平打ち(ひらうち)の中間の形という事です

凄く幅広い平甲丸リング
平甲丸のデザインは丸すぎず、そして平過ぎないフォルムです
これだけ分厚い指輪で、しかも幅も極太なので平甲丸が合います
指輪の両側の角からヤスリで、斜めに削って落としていきながら
平甲丸の丸さ角度を微調整をしながら削っていくという流れです
いきなりガッツリ削ると角度が丸すぎた場合に修正が効きません
ですので段階的に角を落としていきながら丸さの角度を出します
同時に指輪の幅が12ミリになるように側面を削って合わせます

ヤスリ目の深い傷を取り除く
幅広のゴールドリングをガツガツ削っていたので傷だらけです
荒目という目が大きくて荒いヤスリを使っていたので当然です
基本的には荒目で指輪の形を削り出して、目の細かいアブラメ
というヤスリで形を整えて傷を小さくしていく流れとなります

最終的には耐水性の紙ヤスリで指輪の傷を完全に消します
耐水性の紙ヤスリは傷消しに凄く役立つ工具なんですよね~
水をつけながら指輪を擦る事によって研磨砂と水が混ざり合い
傷の奥まで浸透して傷の種類に関わらず消しやすいんですよ!
ゴールドリングの全面が真っ白になって小傷が消えたのを確認
小傷が完全に消えたら、いよいよ鎚目を打ち込む作業です
傷が残っていると鎚目が綺麗に入らないので傷消しは重要です

k18鍛造リングに鎚目を打ち込む
いよいよ金の指輪に鎚目を打ち込む作業になります(*´Д`)
金槌の種類(大きさや形)で鎚目の模様が変わっていくので
打ち込む為の金槌を用意してどんな模様になるか想像します
打ち込んだ槌目のイメージをする事は重要な事なんですよ
どの金槌を使えば、この模様になると大体を知っておく事で
実際に金槌で鎚目を打ち込んだ時にイメージと近くなります

一点集中で同じ場所に鎚目を入れると、ほとんど失敗します
その部分だけ凹んで痛々しい姿になる事になります(涙)
リング全面に満遍なく鎚目を打ち込む事が超重要となります
バランスを考えた配置が大切(打ち込む=配置という表現)
満遍なく鎚目を均等に入れることで綺麗な槌目柄になります
鎚目を1回打ち込んだら、鎚目の間隔を開けてまた打ち込む
間隔を開けてまた打ち込む、その繰り返しで鎚目を増やします

力加減で鎚目の大きさと深さが変わります
開いたスペースに鎚目を打ち込み、また開いたスペースに打つ
その地道な作業を繰り返す事によって隙間が少なくなっていき
鎚目模様がどんどん増えて、全体の模様が形成していくんです
この時に注意する点が、金槌で鎚目を打ち込むときの力加減を
微妙に変えていく事で、鎚目の深さや大きさが変化して立体感
というか、奥行が鎚目模様に生まれてくるんですよね(^ω^)
同じ力加減で打ち込んでばかりいると似たような模様になるので
鎚目を打ち込むセンスは重要(キャリアも)
鎚目は簡単に見えるかもしれませんが、実に難しい仕組みです
簡単に見える作業ほど、職人の技があるので簡単に見えるんです
実際にすると分かりますが、鎚目を1個つけるのですら難しいです
私はこの槌目や打ち出し技法を工具が壊れるまで練習をしました
今現在も時間があれば練習は欠かせないですね(50歳ですがw)
職人歴が約30年なのに、これでOKという到達点が見えませんw
打ち込み方よりも全体の槌目バランスを習得するのが大変でした
そのおかげで、このような綺麗で味深い鎚目が出せるように(涙)
更にもっと鎚目の魅力を引き出せるように今後も努力あるのみ!

太いゴールドリングに
深く力強く槌目を打つ
これだけの幅の広い極太リングに鎚目・・・凄いです(*´Д`)
指輪の幅が広いと鎚目の数も多くなる訳で見た目が半端ないw
豪快な造りなのに繊細さも感じて格好いい幅広リングですよね!
これだけ凄くインパクトある指輪が似合う人は限定されます
使いこなすのも難しいですし、指輪につり合う外見も必要(汗)

ゴールドリングの幅(側面)を削ります
さっきの彫金作業で側面を削って12ミリに合わせましたが
これだけの槌目を打ち付けていると指輪の幅も広がります
そこでまた両方の側面を削ってリングの幅を揃えていきます
指輪の側面をコバと専門用語で呼びますが、そのコバの高さ
を揃える事で、指輪がビシッと締まって綺麗にまとまります
(鎚目を打ち込んでいるので凸凹のコバになっています)

幅広の指輪は、着け心地が重要になります
これだけ幅のある金の指輪ですと、つけ心地も気になります
幅が広いという事は、それだけ指に接する面積が多くなります
約12ミリもの極太の幅が指にずっと密着するので少なからず
違和感が出てもおかしくはないのですが、ここで変な違和感を
感じさせない「着け心地の良さ」を生み出すのは職人の技術です
実際に自分の指で、着け心地の感触を何度も確かめながら
指輪の内側の角から落として、中心に向かって丸く削ります
幅が広い指輪でも着け心地を良くする事は可能なんです(^ω^)

指輪の内側の傷を紙ヤスリで取り除きます
この工程は先程の彫金作業の時にもお見せしましたが同じです
耐水性の紙ヤスリで何度も擦って小傷を消していく作業ですね
指輪の内側の小傷もそうですが、側面のコバの小傷も消します
紙ヤスリといえどもヤスリには変わりません
側面を擦っている時に紙ヤスリが滑って表面の槌目に当たると
鎚目の角が消えてしまう(角が薄くなる)ので注意が必要です。

シリコンポインター(研磨ゴム)で仕上げる
シリコンポインターという研磨ゴムで仕上げていきます
紙ヤスリで擦った面を、研磨ゴムで滑らかにしていきます
指輪表面の槌目には研磨ゴムを使いません(角が減るので)
鎚目以外の地金部分を徹底的に滑らかに仕上げていきます
面を滑らかにする事で、つけ心地も良くなるんです(^ω^)

バフがけ(バフ磨き)
バフという研磨布でイエローゴールドを磨きまくります
青子という磨き油をバフに塗りながらゴールドを磨きます
プラチナならヘラ磨き(ヘラがけ)で鏡面を出しますが
18金の場合はヘラがけをしなくてもバフで光沢になります
バフも小型のハンドタイプのペン型のタイプから、大きいく
パワフルなグラインダータイプの機械まで様々あるんですね
デザインの個性に合わせて、バフを選んで磨いていきます。

鎚目もバフで磨きますがコツが必要
鎚目模様もバフで磨いて、鏡面を出す事になるのですが
普通にバフでガッツリと磨くと鎚目の角が丸くなるんです
バフは研磨布ですが、高速回転で回る布はパワーがあります
布だからと甘く考えていると、せっかくの槌目が台無しに(汗)
なので鎚目を磨く時は、バフの角で鎚目の1つ1つを磨きます
バフ全体を指輪に当てるのではなく、ピンポイントで当てます。

【ゴールド 鍛造リング 太め メンズ 完成】
ゴールドリングの全面がピカピカに光沢になると迫力満点!
鎚目の1つ1つの模様の光り方が、角度によって違います
ですので、鎚目全体がギラギラに反射して光るんです(*´Д`)
鎚目模様の全体のバランスも綺麗に収まっていますよね
大きさも違うし、深さも違うのに一体感を感じる並びです
鎚目の並びに無駄がないんです。考えながら打った証拠です

さらに、平甲丸に打ち込んだ鎚目も効いているんですよね
多少の丸さを帯びている指輪の表面という事がミソなんです
真っすぐでフラットな平打ちに鎚目を入れても感じが違います
鎚目が同じ角度だけに固定されていないので、斜めからも
真上からも金槌で打ち込んでいるので立体感が増すんですよ
平打ちと平甲丸と、どちらが良いかは好みが左右されますが
平打ちの鎚目も、平甲丸の鎚目もどちらも魅力的です(*´Д`)

ゴールドリングの肉厚も分厚いです
ゴールドリングを横から見てみると肉厚も凄いですね
一番肉厚のトップ部分(平甲丸の頂点)で2.7ミリも!
ここまで分厚いリングの側面を見るのも久しぶりですw
作っていて感じた事なんですが、この分厚さが何と!
私の耳たぶの厚みに凄く似ています(どうでもいいわw)
側面(コバ)が分厚くてよく見える部分になっているので
コバもガッツリと磨いてピッカピカの鏡面に仕上げました
側面の面積で、物が映って見えるってどんだけ肉厚なのw

これだけ太い鍛造リングは
作れる鍛造職人が限られる
18金は24金に割り金でシルバーと銅が含まれているので
かなり硬くて鍛造で作っていくのが凄く難しいんです(汗)
更にリングの幅が太くなればなるほど、リングの肉厚が
分厚くなればなるほど作っていくのが難しくなるんです
今回の太い槌目加工のk18 鍛造リングとなれば技術力と
センスと経験値が必須なので作れる職人が限られています
それでも日本伝統技法の鍛造で手作りされた鍛造リングは
放つオーラが断然違いますし希少価値も高いのでお勧めです
本物の鍛造リングを手にしたい方はお問い合わせからどうぞ!
お仕事のご依頼やお問い合わせは
お問い合わせフォームからどうぞ
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================