鍛造リングの専門店ジュエリーコウキです
私が1つ1つ鍛造で指輪を手作りをします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた鍛造職人しか作れません。
近年、鍛造という製法が注目されて鍛造の結婚指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です。
鍛造に似せて作る鍛造風は本物の鍛造と全く違います
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りした鍛造リングは市場の
指輪全体の1%以下しか存在しない特別なリングです
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは (*´Д`)
ジュエリーコウキの2代目の池田、鍛造職人歴31年です
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという製法です。
鍛冶で鍛錬をされた指輪は、密度が増して頑丈な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです。
市販の既製品の指輪よりも、数倍は頑丈で強い指輪です
鍛えて造る指輪という意味で「鍛造リング」と言います。
ハンマリングで作り上げた鍛造リング
本日は鍛造で作り上げた18金の指輪をご紹介いたします
k18イエローゴールドで鍛造リングを手作りしました
毎日、鍛造リングや鍛造の結婚指輪を作っておりますが
今回の18金の鍛造リングは終始、金槌で叩いて作りました
※ハンマーで叩きだして作るのでハンマリングといいます
※のちほど鍛造について詳しく説明をします
普通は、金槌で叩いてヤスリで削る彫金作業で
指輪の形を作りますが今回はほぼ金槌のみです
手間は凄くかかりますが綺麗な形になりました!
【k18リング】

キラキラとした綺麗な槌目指輪(つちめ)
※槌目とは金槌で叩いた時に出る天然の模様
日本伝統工芸で昔から愛される模様なんですよ
そして丸い指輪のフォルムをを甲丸(こうまる)
と呼ぶのですが、先程お伝えしたように金槌で
叩いて甲丸の形状を作りましたので超レアです!
こちらの指輪 k18yg(18金イエローゴールド)が
完成するまでを書きますので宜しくお願致します
【k18リング 作り方】
k18ygの溶解(ようかい)からスタート
私が手作りをする指輪は全てここから始まります
指輪の素材が金でもプラチナでも同じです(^ω^)
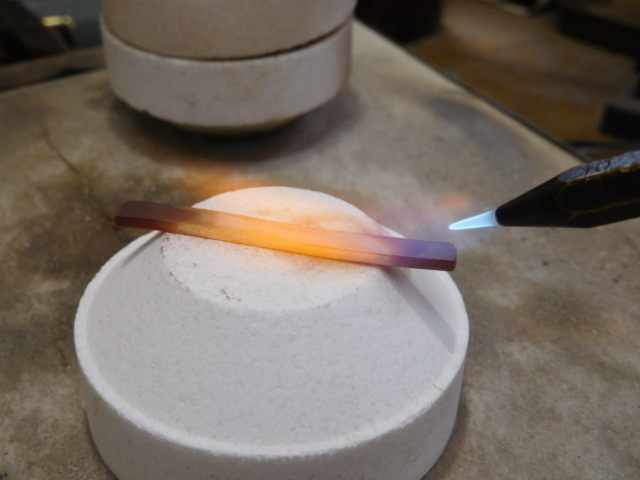
まずは、これから作る指輪に必要な地金の重さを
計算し地金をバーナーの炎で溶かして塊にします
※地金(じがね)とはジュエリーの本体の素材
今回の場合の地金とはk18ygの事を指しています

k18の融点は約880℃
融点(ゆうてん)とは地金が溶ける温度です
プラチナが約1770℃が融点なので約半分の融点
プラチナを溶かす時は眩しくて肉眼で見る事は
無理ですがk18は溶接眼鏡がなくても見れますが
目を保護するという意味でも溶接眼鏡は安全です
しかし溶けている金は綺麗な色ですよね(^ω^)
ジュエリーになっている金は普通に見ますが
溶けている状態の金は滅多に見れませんもんね。

k18鍛造リングは k18を鍛えた指輪
k18ygを鍛え上げて育てていく大事な作業です
鍛造指輪の肝というか中心的な重要な工程です
鍛える金と書いて鍛金(たんきん)と言います
文字の通りに金を鍛えていく指輪のベース作り
鍛金で鍛えた金で造ると鍛造(たんぞう)です
金床と呼ぶ鉄板台に溶かしたk18ygの塊を置き
インパクト力が強い金槌で金を叩き上げる作業
金を工具で掴み固定しながら万遍なく叩きます。

鍛金をするとk18ygの密度が上がる
鍛金する理由を単純明快に言うと密度を増す為
インパクトの強いハンマーで金を叩き続けると
金が締まっていくので当然ながら硬くなります
硬くなった金を更に絞めても密度が増しずらく
硬くなったk18ygを真っ赤に焼き上げてる事で
また金が柔らかくなるのでまた絞め上げれます
その工程を”焼きなまし”と言いますが金が酸化
して黒くなりますが表面が黒くなっただけです
硫酸水に入れたり、削れば金色なのでご安心を。
k18の密度が増す理由
インパクト力のあるハンマーでk18を叩き上げ
そして、焼きなましをして再度ハンマーで叩く
この一連の鍛える作業が鍛造指輪の醍醐味です
この繰り返し作業を根気よく続けてるとk18に
含まれている”ス”と言われている微量な空気が
放出されます(巣穴が無くなると強度も上がる)
同時にk18の粒子が詰まり密度が増していきます
密度が増した地金は粘り強くなるのでリングの
強度も上がって変形にも強くなるという仕組み。

リングの幅と肉厚とサイズに整える
k18ygでリングを作っていますが写真はまだ
鍛金作業でのプレートの状態になっています
このプレートの状態のうちにリングの肉厚と
幅の広さ、そしてサイズの長さに調節します
今回のk18リングの幅の太さは5mm、そして
肉厚は2mmあって、サイズの号数は10号です
※10号に必要となる長さは約55mmなんです。

k18リングの刻印
k18リングを証明する刻印を打ち込みます
真っ直ぐなプレート状態なら打ちやすいです
丸めてからでも打てますが、平の方がベター
ジュエリーコウキで鍛造で作った証明となる
jkマークとk18リングの素材となるk18の刻印
当店ではこの2つの刻印を打ち込んでいます。

k18のプレートを丸めます
刻印を打ち込んだらk18プレートを丸めます
丸棒という円柱型の鉄棒にプレートを当てて
木製ハンマーの木槌で叩いて曲げていきます
鉄製ハンマーの金槌で叩くと板が丸まる前に
凹んだり傷がついたりするので衝撃力が弱い
木槌で叩きながら丸棒に沿って丸めていきます。

k18リングはこうして作る
丸棒は先端が細くて根元が太い円柱なんです
その理由はリングの号数に合わせて丸める為
1号から30号までを丸められる棒なんですよ
今回のk18ygリングの号数は10号という事で
丸棒の丁度真ん中で丸めると10号になります
地金板を丸めていくと最後は端と端が合わさり
指輪の形になりますが隙間がないようにします
※合わせ口に隙間があると溶接に問題が出る為

k18リングのロウ付け
鑞付けと書くのですが難しいので”ロウ付け”
k18ロウという金を使って溶かして溶接します
この業界では溶接の事を”ろう付け”と呼びます
k18リングの合わせ口に薄く伸ばした金ロウを
挟み込んでバーナーで溶かして融合をさせます
この作業が完了するとk18リングとなります!

k18ygリングのサイズの号数を調整
ロウ付け作業が完了すると繋ぎ目のないリングに
なりますが完璧な真円ではないので真円にします
また丸棒にリングを入れて叩く事になるのですが
木槌ではなくインパクト力のある金槌で叩きます
今度はリングの表面が凹んでも真円にする為です
k18ygリングが真円になったのを確認してサイズ
も同時に伸ばしていきます(細かく表面を叩く)
細かく叩けば細かいサイズ号数に合わせられます。

平打ちリングから甲丸リングへ
いよいよリングのフォルムを作っていきます!
金槌で叩きながら槌目をつけながら成形します
一般的には平打ちから甲丸にする場合の工程は
ヤスリで削って、角を落としながら丸めていく
工程になりますが今回は金槌で叩き落とします
最初から最後まで鍛造にこだわる為です(^ω^)

角を段階的に落としていきます
写真のようにk18リングの角を金槌で段階的に
叩いてリングフォルムの曲線を生み出します
急角度にリングの角を叩き落とせば、甲丸の
角度が強くなって丸くなりますし逆に指輪の
角度が緩いと平甲丸のようになるんですよね
このリングの角を叩き落とす作業で甲丸リング
の角度というか丸さが決定するんです(^ω^)

槌目はバランスを考えながら打ち込む
金槌でk18リングの角を段階的に落としながら
甲丸リングを作ってきましたので金槌で叩いた
槌目模様が折り重なって良い感じに見えますね
しかしこの槌目を綺麗に魅せるにはバランスを
考えながら打ち込む技術が必要になってきます
適当に叩くと槌目がバラバラになり散らかります
ハンマーで叩いて甲丸の角度を成形をしながら
そして槌目のバランスも考えながらの同時作業
槌起銅器のような制作方法という事になります。

k18甲丸リングの丸さが整ってきました
k18リングの角を段階的にハンマーで叩きながら
落としたので、甲丸のバランスが整ってきました
広さが5mmのk18甲丸リングの形になってきました
甲丸リングの角度(丸さ)はお客様の好みですが
この位の指輪の丸さが1番良いと思います(^ω^)
槌目もどんどん折り重なってきて良い感じですね!

落とした角同士を馴染ませる
ほぼ完成ともいえるk18リングですが良く見ると
角と角がまだ馴染んでいない事が分かりますよね
段階的に角を落としてきたのでその表れなんです
ハンマーで角と角を叩いて馴染ませていきますが、
同じような叩き方をしてしまうとまた段差が出ます
ここはランダムに叩いて槌目模様を重ねていきます
槌目を重ねながら角と角を馴染ませるという事です。

k18yg 槌目の甲丸リングがほぼ完成
リングの中や側面を削ったり調節をしたりするので
まだ完全な完成ではないですが表面の角度や槌目は
ほぼ完成形になっています(甲丸の角度は完成です)
何重も折り重なった槌目模様がキラキラに光ります
まるで、ミラーボールのような輝きを生み出します
k18ygのカラーと槌目の凹凸具合が凄く合いますね
単純に見える作業かもしれませんが実に難しい!
槌目を一人前に入れられるまで何年もかかりますし
偶然の産物で毎回違う槌目柄なので更に難しいです。

槌目は下手な職人が打ち込むと汚くなります(涙)
散らかって槌目が無残な姿となってしまうんです
職人さんが槌目模様を愛している事が絶対条件で
そこからの練習や実践を積んでやっと整う模様です
槌目打ちはそれほど難しい作業という事なんですよ
適当に打ち込んだ訳ではなく考えながら打つんです。

k18ygリングの幅を削り広さを調節
ハンマーで何万と叩きまくった鍛造指輪ですので
リングの太さが広がっている状態になっています
5mmのk18ygリングになるように側面を削ります
ヤスリで両方の側面を均等に削る事が重要ですね
平打ちならそこまで気にしないでも良いのですが
甲丸リングですので片側だけ削り過ぎてしまうと
甲丸の膨らみ(丸み角度)が変わってしまいます。

指輪は着け心地が命です!
指輪のデザインが良くても着け心地が悪くなると
ストレスをずっと感じてしまうからですね(汗)
せっかく手作りで指輪を作るので、着け心地にも
こだわって指輪を作るのが職人としての意地です
ストレスを感じない着け心地が良い指輪は可能!
指の形に合うように(フィットするように)考え
指輪の内側を滑らかな楕円形に削っているんです

写真を見て下さい。内側が滑らかです
削ったばっかりの画像なので小傷が目立りますが
この小傷は仕上げ作業で消えるのでご安心下さい
リングの内側が丸みを帯びているのが分かります
指輪の幅の太さによって丸める角度は変えますが
基本的に写真のような楕円形に内側をするんです
エッジがないので指を曲げても痛くありませんし
楕円形なので水分や汗なども、はけやすいんです
滑らかなので着ける時も外す時も楽なんですね♪

k18リングの仕上げ作業
k18リングの側面と内側を削れば彫金作業は完了
表の槌目デザインは既に仕上がっていますので
ヤスリで削った面を徹底的に仕上げていきます!
耐水性の紙ヤスリを使い小傷を徹底的に消します
耐水性なので水を混ぜながらk18を擦ると水分と
研磨砂が混ざり合いk18の傷の奥まで浸透します
ここの作業で傷を綺麗に取り除いておかないと
磨いた時に傷が薄らと出るので徹底的に消します。

研磨ゴムでk18ygを徹底的に磨く
紙ヤスリで綺麗に小傷を消したら次は研磨ゴム
シリコンポインターという研磨ゴムを使います
リューターという高速回転が可能な機械の先端
に研磨ゴムをセットして高速回転でゴムを回し
紙ヤスリの髪の毛のような超細い線を消します
この一連の作業で、傷という傷が全て消えます
傷が無くなったらk18ygの輝きを出す作業です。

k18ygリングのバフ掛け
バフ掛け(ばふがけ)という作業でk18ygの
独特で綺麗な黄金色を出していきます(^ω^)
磨き布が円盤型の束になった最終磨き作業です
k18という素材は代表的な3つのk18があります
k18yg = イエローゴールド 銀と銅の割合が同じ
k18pg = ピンクゴールド 銅の含有率が多い
k18wg = ホワイトゴールド 銀の含有率が多い
どれも本物の金ですが、やはり王道はk18yg
鏡面に光った時の輝きが他とは全然違いますね。
k18 鍛造リングの完成!
全身全霊をかけた鍛造リングが完成しました!
めちゃくちゃ鍛えながら作った指輪ですので
作り手として指輪に思い入れも凄くあります
職人が手塩をかけて作ったk18ygの鍛造指輪
自分の子供を育てるように指輪を育てました
金槌で何千回、何万回と叩き上げた逸品です!
写真だけではこちらのk18リングの魅力が
最大限伝わらないので動画でも撮りました
記事を最後まで見て頂きありがとう御座いました
このように鎚起のように金槌で形を作る事も可能です
鍛造リングにも色々な作り方があるんですね
また次の指輪作りを始めますので、またその記事が
書きあがったら見て頂ければ凄く嬉しいです(^ω^)
最後までお付き合いを頂いてありがとう御座いました。
お仕事のご依頼やお問い合わせは
お問い合わせフォームからどうぞ
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKです(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
ネット販売→ジュエリーコウキ ヤフーショップ
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================
こんばんは、はじめまして。
内田と申します。
鍛造の22Kのリングを作っていただける方を探しております。
自分の24Kとシルバーのリングをもとに作っていただくというようなことは可能でしょうか?
もし失礼な質問であったら申し訳ございません。
ご回答いただけますと嬉しいです。
どうぞよろしくお願いいたします。
内田 陽子
お問い合わせを頂きまして
誠にありがとうございます!
ジュエリーコウキの2代目の池田と申します
どうぞ宜しくお願いいたしますm(__)m
鍛造の22Kのリングを作ることは可能ですが
お手持ちの純金は使えるのですがシルバーは使えないんです
というのも22金は純銀と銅が割金として含まれているので
お手持ちのシルバーを割金にすると地金が割れたり、ヒビが
入ったりなどの不具合が出てしまうんです(汗)
ですので純金を分析専門機関に依頼をして純銀と銅を入れて
22金になるように分析をしてからリングを作る事になるんです
詳しいご説明はメールにさせて頂きますので宜しくお願い致します