結婚指輪を手作りする宝石店、ジュエリーコウキ
日本伝統技法の鍛造で作る鍛造リング専門店です
鍛造リングとは、指輪の素材となるプラチナやゴールドを
ハンマーで叩いて鍛える鍛冶で密度を上げながら作る製法。
鍛造は日本伝統技法で、昔から代々受け継がれてきた技で
特殊な宝飾技術ですので全国的に鍛造リングは希少な指輪。
鍛造は伝統技法ですので継承した宝飾職人しか作れません
お蔭様で全国各地から鍛造リングのご依頼を頂いています。
私、池田は当店二代目で宝飾職人として29年しています
師匠である父から鍛造技術を受け継ぎ鍛造を守っています
新潟県長岡市の自社工房で私が鍛造リングを作っています。

【普段使いができる 鍛造リング】
普段着のように常に毎日してほしい鍛造リングです
強度が強く傷がつきにくいプラチナリングをご紹介!
今回、制作過程をご紹介させて頂く鍛造リングは
バリバリに鍛冶で叩き上げた強度の強いリングです
しかも幅も太くて、肉厚もあって重厚感があります
毎日普段着けして欲しいという意味は愛着だけじゃなく
そのリングの強度も含めて毎日しても大丈夫という意味
傷がつきにくくて、変形もしにくい、ヘビロテOKです
ガシガシ毎日着けて頂きたい鍛造リングという事ですね
ハイセンスな鍛冶で造ったプラチナリングは凄いですよ
【太めで幅広い 鍛造リング】
プラチナリングの幅が5.5ミリもある幅広いタイプで
肉厚も一般的なリングよりも1.5倍の厚さがあります
そして桜の打ち出し(桜の鎚目)をガンガン打ち込んで
桜が勢いよく舞っている桜吹雪をイメージした指輪です
目立つので人と違う指輪をしたい人に好まれます(*´Д`)
ご依頼を頂いたお客様は京都府のお客様です
何度もお電話やメールでの打ち合わせに感謝です
すでに完成しておりますので完成した指輪をご覧下さい

鍛造プラチナリング
桜を打ち出した槌目
こちら鍛造プラチナリング、インパクトが凄いでしょw
桜がガツガツ打ち込まれていて躍動感が超あります
勢いよく桜が舞い上がっているの光景を表現しました
※写真は、桜を打ち込んでいる時の作業過程ですので
完成したリングは綺麗に幅が揃っているのでご安心を
それではリングの素材のプラチナを鍛造にこだわって
作り上げる太めの鍛造プラチナリングの制作過程です!
【プラチナリング 鍛造の製造過程】
まずはプラチナの熔解と鍛冶
こちらの太い鍛造プラチナリングを作るのに必要な
プラチナの重さ(グラム)を計算して溶かします
溶かす事を熔解(ようかい)と専門用語で言います
プラチナの溶ける温度(融点)は約1770度
それ以上の火力がないとプラチナはドロドロに溶けない
ので強力な炎(火力)をだせる酸素バーナーで溶かします
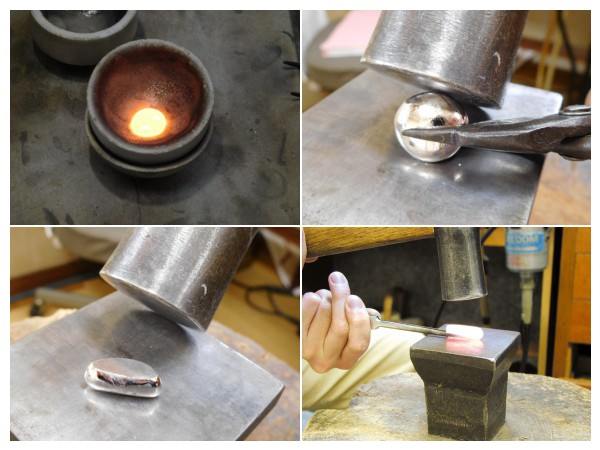
溶かしたプラチナを鍛冶(かじ)で鍛える
写真のように溶かして塊になったプラチナを叩きます
角床という鉄の台にプラチナに乗せて金槌で叩きます
「鍛える地金」と書いて鍛金(たんきん)と呼び、
「鍛えた地金で造る」事を鍛造(たんぞう)と呼びます
その叩く製法をまとめて鍛冶(かじ)と呼ばれています
プラチナをじっくりと叩き上げて、育てる事によって
プラチナに含まれる微量なスと言われる空気が放出され
地金の粒子も整い、密度を極限まで上げる事が出来ます
密度が極限まで上がったプラチナは粘り強くなります
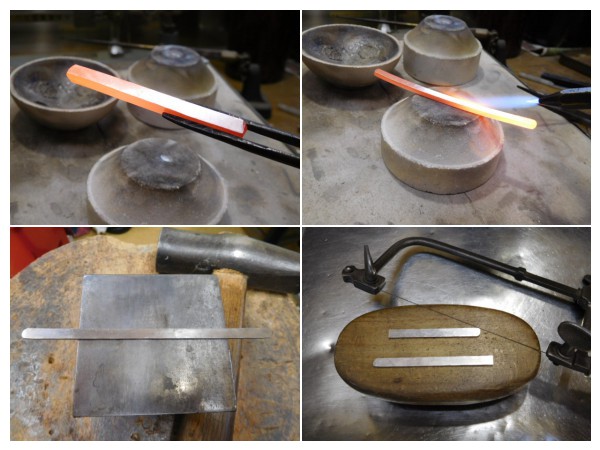
プラチナの塊を板状に成形
プラチナを叩いて焼いての繰り返しで、形を整えます
指輪のベースとなる幅と肉厚になるように成形します
金槌で叩きながらの成形ですので、時間も必要ですね
結婚指輪の場合は同じプラチナから2つの指輪を作成
2つの指輪のベースは同じなので、お互いの結婚指輪
から絆や愛情をいつ何時も感じられると思います(*´Д`)
このような工程が可能なのは、手作りだからこそです
一般的に販売している結婚指輪は大量生産で無理です
手作りは手間がかかりますが過程にこだわれるんです。

プラチナの板をリング状に丸める
鍛冶で伸ばしたプラチナの板を丸める作業になります
かなり幅が太いので(この時点で約6ミリあります)
綺麗に丸めるのに苦労しますが木槌で叩いて丸めます
丸棒という鉄棒に、地金板を押し当ててテコの原理で
丸棒をポイントとして木槌で叩くと丸まるんですよ~
言葉では簡単に聞こえますが意外と難しい作業ですね。

ファイヤアアアアアアー!!
共付け(溶接作業)
板を丸めると合わせ口が出ます(隙間なく合わせる)
隙間が少しでもあると溶接した時に、隙間にロウという
溶かす地金が食い込んで最終的に指輪の側面が凹みます
ですので、隙間がもしあったら糸ノコギリで隙間を刻み
隙間が完全に消えるまで調節して合わせていくんですね
そこに薄く伸ばしたプラチナの地金(それがロウ)を
挟み込んで熔解と同じように溶かして溶接します(^ω^)

真円にしてサイズを伸ばしながら鎚目をつける
ロウ付け作業が完了したら、多少歪んでいるリングを
再び丸棒に入れて、金槌で全面を均等に叩いていきます
均等に叩く事で、歪みがなくなり綺麗な真円になります
そして同時に、お客様の指輪の指定サイズまで伸ばします
完璧な真円になっているので、真円がまた歪まないように
ここでは細かく、丁寧にゆっくりと金槌で全面を叩きます
そうする事で良い感じでプラチナリングに鎚目がつきます
鎚目は下地として重要です(桜打ち出しを打つ為の下地)
鎚目だけとして魅せるには深くて細かい鎚目を打ちますが
今回は桜打ち出しがメインなので浅くて広い鎚目模様です。

桜を打ち出した槌目加工
当店自慢の桜の打ち出しを、鎚目の上から打ちつけます
下地となっている鎚目が良い感じに桜を引き立たせます
そして鎚目模様と打ち出し槌目の相性は抜群に合います
桜の位置を考えながら桜のタガネを打ち込んでいきます
一箇所だけに集中して打ち込まないように注意します
一箇所に桜が集中してしまうと桜を重ねて打つ事が困難
となってしまいますのでその場所だけ立体感が出ません
指輪の全面に万遍なくバランス重視でタガネで打ちます

どんどんタガネで打ち込んで、桜を増やしていきます
先程も言ったように、なるべく間隔をあけて1つ1つ
丁寧に打ち込んでいきます(隙間を開けるのがコツ)
間隔を開ける理由は、また後から桜を重ねていくので
桜を重ねる為のスペースを残すという事なんですね
桜を二重、三重と重ねる事によって立体感が生まれます
その繰り返し作業で空いたスペースが次第に埋まります

打ち込む位置と角度、力加減が重要
桜の鏨(たがね)の打ち込み方で、桜の大きさ深さが
変わっていくんですね。同じ感じで打ち続けてしまうと
深さも大きさも向きも同じだと動きが全くなくなります
桜鏨の角度、向きなどによって花が舞う動きを出します
そこに打ち込む力で、手前に見えたり奥に見えたりします
その1枚1枚が重なりあって、躍動感のある桜吹雪を表現。
桜の花びらが自然な感じになるように工夫
桜の槌目を打ち付ける位置が絶妙で自然観たっぷりです
わざとらしく打ち付けていないのがポイントとなります
そしてリングの端っこの桜をよく見て下さい(^ω^)
桜の花が途中で途切れたりしているのが分かりますよね
こうする事で桜の動きを止めず、躍動感を感じられます
無理に枠に綺麗に収めようとすると記念撮影みたいにw
桜の動きが、わざとらしくなってしまうという事なんです
なのでここは撮影した写真を後から切り抜いたような感じ
指輪の端っこの桜が半分しか写ってなくても自然なんです。

鍛造リングの幅を合わせる(側面を削る)
ここまで、かなりプラチナリングを叩きまくっています
真円にする為、サイズを伸ばす為、鎚目を打つ為、そして
桜の鏨で打ち込んだ為、リングの幅が太く広がっています
この段階で約6.5ミリくらいまで広がっています
指定は5.5ミリですので約1ミリを削る事になります
両方の側面から0.5ミリづつ削って揃えて合わせます
尚更ここで桜が途切れたりして自然な感じが増すんですね。

リングの角を落とす(指への当たりを良く)
プラチナリングの側面を削るとバリという角が出ます
この角はノコギリの刃のような感じで鋭利で危険です
精密ヤスリで角の落とし方を調節しながら削ります
リングの角が、指に当たっても痛くないレベルまで
削りますが、角の落とし過ぎには注意をしましょうね
※落とし過ぎる事によってリング幅が細く見える為です
かといって落とさな過ぎても痛いので難しい調整ですね

リングの中を削って着け心地を良くする
プラチナリングの角を落として着け心地を良くしたら
プラチナリングの中も丸くして着け心地を良くします
内甲丸(うちこうまる)という形に仕上げていきます
太い鍛造リングなので内側が広くて平になっています
このままだと平面が多すぎて圧迫感や締め付け感を
感じてしまうので(指は凄くデリケートなんですよね)
平な内側の角をまず落として、平な面も丸く削ります
指の形に馴染むような形に丸めていくんですね(^ω^)
私が削りながら自分の指で確認するので間違いないです

リングの内側が、良い感じの丸さに
平な内側のリングと比較してみると一目瞭然ですよね
内側をかなり丸く削ってあるのが分かるかと思います
ここまでの丸みを出すのには指輪の肉厚も必要ですね
リングの内側を丸く削った所で、彫金作業の完了です
彫金作業の次は、いよいよリングの仕上げに進みます!

耐水性の紙ヤスリで指輪を仕上げます
なぜ、耐水性の紙ヤスリを使用するかというと
水をつけながらプラチナリングを擦る事によって
紙ヤスリの研磨砂と水が混ざり合って、研磨材の
入った水となり小傷の奥まで浸透するからなんです
そうする事によって、プラチナリングの小傷などの
彫金跡が綺麗に消す事ができるんです(何度も擦ります)
しかし桜を打ち出した槌目は角が消えるので擦らず
彫金をした部分(両側の側面と、指輪の内側)のみを
耐水性の紙ヤスリで擦って仕上げていきましょう(^ω^)

リューターを使った研磨ゴムで仕上げ
高速回転が可能なペン型工具・リューターで仕上げます
歯医者さんが使っているキュイーンという音と共に
高速回転するする機械とほとんど同じ種類の機械です
その先端にシリコンポインターという研磨ゴムを
装着して、高速回転で回しながら紙ヤスリで仕上げた
跡を消しながら面を滑らかに仕上げていく作業なんです
シリコンポインターには色々な種類(形や材質など)が
ありますのでデザインや地金の特徴に合わせて使います。

鏡面を生み出す「ヘラがけ」
ヘラがけ。というプラチナを光沢に磨く作業に進みます
この作業をしないと鏡のように反射する鏡面が出来ません
超硬ヘラ棒という工具を、プラチナの磨きたい箇所に
強く押し付けて、プラチナの面を潰すように滑らせます
そうする事によって、面が潰れて鏡面が生み出されます
力具合がかなり難しく、力が足りないと光沢が出なくて
逆に力が強すぎると深い傷がついて鏡面にならないんです
鏡面を出すには磨きのコツ(技術と経験)が必要なんです。

バフがけ(バフ仕上げ)
これが本当に最後の磨き作業となります
ヘラがけで磨いたプラチナ面を研磨布で磨いて艶を出します
小さいバフ機、大きいバフ機、バフの形など様々です
ヘラ掛けで磨いた鏡面の艶や反射度を増す工程となります
基本的にヘラで磨いた全場所をガッツリと磨く事になります。

鍛造リングの品質は間違いありません!
太めのリング幅・桜を打ち出した槌目の鍛造リングが完成
作業過程を惜しげもなく記事に公開いたしました(*´Д`)
それだけ自信があるという証拠で品質は間違いありません
溶かしたプラチナを、何度も叩いて焼いて育て上げて
密度が増したプラチナで作る鍛造リングは本当に頑丈です!
そして鍛造リングの着け心地にもこだわっておりますので
ストレスを感じず、優しいフィット感を味わって頂けます
是非とも普段使いで毎日つけて頂いて実感をして下さい
ヘビーローテーションで使っても、びくともしませんよ!
それが日本伝統技法の鍛えて造る「鍛造」という製造方法。

プラチナ鍛造リングの詳しいデータ
こちらのプラチナ鍛造リングの詳細を簡単にまとめました
○指輪の幅は5.5ミリ(お好みで好きな幅に可能です)
○指輪の厚さは約1.9ミリ(打ち出し箇所で変わる為)
○指輪のサイズは17号で制作(何号でも制作可能です)
そして鍛造リングの表面にある「桜の打ち出し槌目」には
光沢がない艶消し仕上げ(マット加工)を施してあります
ですので、使い込めば使い込むほど、桜模様の凹凸部分に
艶消しと光沢がグラデーションで分かれていきますので
桜の打ち出しが育って深い味わいが出てくる仕組みです!
制作のご依頼を頂きました京都のお客様には感謝です
鍛造リングのご依頼を頂き、誠にありがとう御座いました。
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================