鍛造リングの専門店ジュエリーコウキです
工房で1つ1つ鍛造で指輪を手作りします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた鍛造職人しか作れません。
近年、鍛造という製法が注目されて鍛造の結婚指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です。
鍛造に似せて作る鍛造風は本物の鍛造と全く違います
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りした鍛造リングは市場の
リングの中でも1%未満しか存在しない特別なリング
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは (*´Д`)
ジュエリーコウキ 2代目の池田です 鍛造職人歴は30年
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという製法です。
鍛冶で鍛錬をされた指輪は、密度が増して頑丈な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです。
市販の既製品の指輪よりも、数倍は頑丈で強い指輪です
鍛えて造る指輪という意味で「鍛造リング」と言います。
【コンビの結婚指輪】
さて本日、制作工程をご紹介をする鍛造の結婚指輪ですが
プラチナとゴールドを使ったコンビの鍛造の結婚指輪です
コンビと聞くとすぐイメージするのが、1つの結婚指輪に
プラチナとゴールドが半々に使われていると思いがちです。
しかし今回のコンビは通常のイメージと全く違っています
メンズとレディースで指輪の素材が違うコンビネーション。
○男性がプラチナで結婚指輪を制作
○女性がゴールドで結婚指輪を制作
素材が男女で違うのですが統一された槌目デザイン
こういった珍しいコンビネーションの結婚指輪なんです
デザインが統一されていれば素材が違っても合いますね。
説明では分かりにくいと思いますので、すでに完成した
コンビネーション結婚指輪がありますのでご覧ください!

結婚指輪のコンビネーション
素材は違うがデザインは同じ
メンズ用がプラチナ、レディース用がゴールドという
素材がプラチナとゴールドで異なる2つの素材ですが、
リングの肉厚や幅をフラットな平打ちデザインで統一
そして指輪の表面に打ち出した槌目を打ち込んで統一
このような感じで結婚指輪の見た目を統一することで
違う素材を使って制作しても違和感を感じないんです。
結婚指輪だから同じ素材で、同じデザインというのは
確かに1番多いですがこれからの時代はお互い好きな
素材で好きなデザインで結婚指輪を作るのもアリです!
コンビ 結婚指輪 作り方
いつものように当店が指輪を作る場合、この作業から
始まります。それは地金を必要な分だけ溶かす溶解で、
リングのデザイン(幅や厚み)によって必要な地金は
変わって来ますので計算して必要な重量を溶解します。
日本伝統技法の鍛造で作る結婚指輪はここから始まる
ので本当に最初から手作りをして作っていく工程です。
結婚指輪 プラチナ ゴールド コンビ
上記の写真の説明です
指輪を作るのに必要な重さのプラチナの溶解作業の様子
プラチナの融点(溶ける温度)は約1800度です
1800度以上の火力がでる酸素バーナーで溶かします
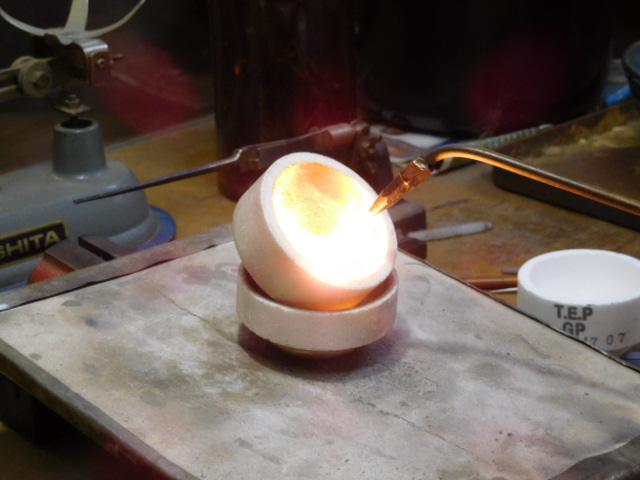
下の写真の説明です
指輪を作るのに必要な重さの金(K18)の溶解の様子
金の融点(溶ける温度)は約1100度
18金の内訳は75%が純金、12.5%が銀、
残りの12.5%が銅なんです。ですので純金よりも
溶けるのが早くて18金の融点は約900度なんですね

プラチナの溶解画像と金の溶解画像を比べると
溶ける温度が約2倍も違うので火力も2倍違います
当然ですが、地金の溶ける姿(見え方)も違います
プラチナは肉眼で溶かしている場面を見れません(汗)
工業用の溶接眼鏡をかけていないと見れないんです
逆に金の場合は肉眼でも見れます(眩しいですがw)
金もプラチナも溶解シーンは凄いエネルギーを感じて
これから指輪が生まれる!という力強さを感じます!

金の鍛金、鍛造
いつもはプラチナの鍛金作業をお見せしているので
今日はゴールドの鍛金作業をじっくりとお見せします
鍛金とは、その文字の通りに地金を鍛える工程です
金床(角床)と呼ばれる鋼の台にゴールドを置いて
金槌(玄翁)でガッツガツ叩き上げて鍛えていくんです
この叩きながら作る工程を鍛造(たんぞう)と呼びます

微量な空気を地金から放出させる
鍛冶(かじ)とも呼ばれる作業ですが、地金を何度も
叩き上げると地金中に含まれる微量な空気(ス)が
地金中から抜け出ていくんです。ス抜きとも言います
いやいや・・うちしかス抜きとしか言わないのかなw
今、ス抜きで検索してみたら何も出てこないという(涙)
言い方は置いといて、巣は巣穴の原因となる厄介な
空気なのでしっかり鍛冶で巣を放出させるのが重要!

叩きながら四角形に成形する
溶かしたイエローゴールドを叩き上げながらと同時に
四角形になるように成形しながら鍛冶作業は進みます
これは結婚指輪のベースとなる指輪の幅や肉厚まで
叩いて成形していく為なんです(最終的に板状まで)

焼きなまし
鍛金とはハンマーで地金を叩くだけではないんです!
炎でゴールドを真っ赤に焼く作業も同時にするんです
この作業の事を「焼きなまし」と呼ばれているんです
叩けば叩くだけ地金が固く締まっていきます
これは金に含まれる空気が抜け粒子が揃うからです
しかし締まりすぎるとヒビ割れなどの原因となるので
適度に炎で真っ赤に「ナマス=焼く」事でリセットされ
粘り強くて良質なイエローゴールドに育っていくんです

炎で焼いた金は黒く変色します
焼きなましをする度に金は(イエローゴールドに限らず)
黒くなる性質があります。焦げた訳じゃないですよw
この黒くなる理由は、表面に黒い酸化膜が出来るからです
魚を焼いていて焦げてしまった(;´Д`)と全然違いますw
魚は真っ黒に炭みたいに焦げると身の中まで焦げますが
金の場合は地金の表面だけ黒くなっているという事です
大丈夫です、この黒くなった金は元に戻せますからw
希硫酸(硫酸の水溶液)に入れればすぐ金色に戻ります
ただ硫酸ですので取り扱い注意の危険な工程という事です

叩いてナマスの繰り返し
どんどん金の塊が成形されて四角い棒状になってきました
叩いてはナマシ(焼く)叩いてはナマシの繰り返し作業
地金の鍛金作業は、もともと手間暇が凄くかかるのですが
特に金(イエローゴールドやピンクゴールドも含む)は
プラチナよりも鍛金の時間が2倍近くかかるんですよね
硬いし跳ねるし・・・反抗期の子供と接しているみたいw

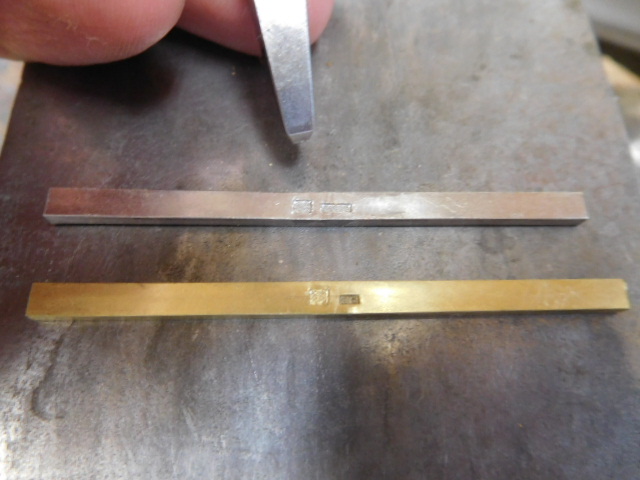
結婚指輪のベースとなる板状に
ようやく金が指輪のベースとなる長さと幅、肉厚になりました
この時点で、この板を丸めると結婚指輪の幅と肉厚になります
ここで同時にプラチナの鍛金もしていたので並べてみました
プラチナの鍛冶作業の様子は記事にアップしませんでしたが
金の鍛冶とほとんど同じ作業を繰り返してこの形になります。

鍛造の結婚指輪の幅は2.8ミリ
プラチナもイエローゴールドも共に幅2.8ミリです
写真の段階では、余裕を見ているので3ミリあります
そして肉厚も1.7ミリと厚目にベースを作りました
何故、厚めに高さをとったかと言うと、あとで打ち出しを
打ち込んで模様を制作していくので肉厚が必要だからです
指輪に刻印を打ち込みます
片方にはプラチナ900を証明するプラチナ900の刻印と
もう片側に18金を証明するK18マークの刻印を打ちます
ここで注意する事は、プラチナにK18の刻印を打たない事w
めっちゃ単純なミスでも地金を証明できなくなります(;´Д`)
そしてジュエリーコウキで作った証のJKマークを刻印です
日本伝統技法の鍛造で作るジュエリー皇妃ブランドロゴです

指輪のベースになるように板を丸める
プラチナとゴールドの地金板に刻印を打ち込んだら
地金板を丸めて指輪の形にしていく作業になります
地金板の丸め方にも色々な丸め方が存在するんですよ
職人さんによって、丸め方が違うんですよね(^ω^)
こうすれば正解!という事はないので職人さんが自分で
丸めやすいというか慣れている方法で丸めるんですよね

自分がしている丸め方は、師匠である親父直伝の方法です
丸棒に地金の板を押し付けて、テコの原理のような方法で
金槌で細かく叩いて少しづつ丸めていく方法ですね
他にも色々なやり方があります(例えばヤットコで曲げる)
自分も沢山の工具を使い分けて色々な丸め方を勉強というか
試してみましたが、やっぱりこの丸め方が馴染んでいます
逆にこの板の丸め方が難しいという職人さんもいます
ですので職人さんによって板の丸め方は様々です(^ω^)

隙間が出ないようにしてリング状にする
地金板(プラチナ&ゴールド)をリング状に丸めると
最終的には写真のようにリングに繋ぎ目が発生します
この隙間が隙間と分からないように隙間ゼロにします
隙間を0にする事が、これから始まる作業において
凄く重要になってくるからなんです。隙間はゼロに!

ロウ材を指輪に挟み込む
ロウ材とは地金同士をくっつける地金のことです
イメージとして最も近いのはハンダゴテが近いかな?
いや、そんなに近くないけど似てるかな(どっちよw)
とにかくw 薄く伸ばしたロウを隙間に挟み込みます
なので隙間がゼロでないと具合が悪いという事ですね
一般的に使用されるロウは土台の指輪よりも溶けやすい
ロウなんですが(同じ融点だと指輪が溶けるからです)
このような溶接をする作業をロウ付けと呼びます
しかし!当店は溶けやすいロウを使用しません!
結婚指輪には同じ結婚指輪の土台の地金を切り取って
薄く伸ばして溶かす共付け(ともづけ)をするんです!

ファイヤアアアアアアー!!
プラチナの指輪と、金の指輪の共付け
指輪と同じ地金を溶かして融合させるという事は
当然ですが指輪本体もロウと一緒に溶けてしまいます
しかし一般的のロウ付けと違って、強度もありますし
ロウ目というロウの溶ける跡や変色も出にくいんです
もちろん、指輪本体が溶けるという事は事実ですが
その箇所の溶ける範囲を極力狭く(小さく)する事が
ジュエリー職人としての技術、腕という事になります!

コンビの結婚指輪はプラチナと18金
ということは地金の融点が違うので炎の勢いも違います
最初の共付け写真はプラチナで、次の写真が18金です
見た目でも炎の温度が違う事が分かるかと思います(^ω^)
18金の溶ける温度(融点)は約900度
プラチナの溶ける温度は約1800度ですので
プラチナとK18では、約2倍の火力の違いなんです
そして18金イエローゴールドは火にあてると黒く
変色しますので希硫酸(硫酸の水溶液)で綺麗にします

指輪を真円にすると同時にサイズを伸ばす
共付けで完全なリングになったら、リングを丸棒に入れ
金槌で指輪の全面を細かくムラが出ないように叩きます
これは形を真円にする為なのでムラなく叩く事が必要です
そして真円にすると同時に結婚指輪のサイズを伸ばします
こちらの作業もムラなく細かく金槌で叩いてサイズを調整
手作業でのサイズ調整なので細かいサイズ設定が可能です

綺麗なバランスの良い槌目を打つ
何度も指輪の表面を叩いているので金槌の跡、槌目という
金槌で叩いた時に生まれるタタキ模様の跡がでてきます
この模様は偶然が重なって生まれる偶然の産物です(*´Д`)
この槌目模様がベースとなって上から「打ち出し」模様を
打ち込んでいくので、まずは槌目をバランスよく綺麗に
指輪全体にムラが出ないように満遍なく打ち込みます。

槌目の上から更に打ち出した槌目を打つ
槌目の模様だけでも十分魅力的でデザインになります
しかし今回は槌目ではなく打ち出した槌目となりますので
槌目の上からタガネという工具でガッツリと打ち込みます
ガッツリと打ち込みますが、力任せにガツガツと打つと
バランスが悪くなり指輪全体の模様にムラが出るので、
確かにガッツリと打ちますが、全体のバランスを見ながら
細かく繊細に・・・でもガッツリと打ちます(うおいw)

金は反発力が強いので、強めに打ち込む
プラチナ900と、K18ゴールドは素材が全く異なり
当然ですが地金の色、性質や扱い方も違うんですよね
作業工程は同じように進んでいくんですが、性質が全く
違うので(例えば18金は反発力が強くて地金が固い)
工程の1つ1つで、地金の特性に合わせて進めるんです
打ち出しを打つ時も、プラチナに打つよりも力を込めて
打ち込んでいかないと模様が深く入りません(汗)
ですので、プラチナとゴールドが同じ大きさ&深さの
模様になるように2本を見比べながら打ち込むんですね

打ち出す槌目はバランスが重要
2本の指輪を見比べながらタガネで打ち出す槌目を打つと
言いましたが写真のようにある程度リング全面に打ったら
また指輪をゴールドからプラチナに替えて打ち込みます!
一気にゴールドだけ~とか、プラチナだけ~とか駄目です
手間はかかりますが指輪を交互に替えながら打つ事により
コンビの結婚指輪のバランスが保たれていくんです(^ω^)

鏨(タガネ)でリングに槌目の
重ね打ちを何度も繰り返します
槌目模様の上から何度も何度もタガネで重ね打ちをします
何度も重ねてタガネを打ち付ける事により柄が重なり合い
より奥行や立体感のある槌目になっていくからです(*´Д`)
ここまで何回もタガネを重ねて打つなら、下地となっている
槌目は、いらないんじゃないの?と思われるかと思いますが、
下地の槌目がしっかりと入っているからこその打ち出しです
槌目を入れずタガネを入れると柔らかくて模様が変わります。

プラチナ&ゴールド 打ち出した槌目
プラチナの打ち出しと、イエローゴールドの打ち出しを
2本を並べてみてみると、打ち出した槌目が全く同じです
槌目の間隔、深さ、大きさなど細かく一致するからですよ
バランスが大事なコンビ結婚指輪には1番大事な事ですね

リング幅をヤスリで削って2本揃えます
ここまで鍛造が続くと、指輪の幅も自然と広がります
何度もしつこく金槌やタガネで叩いている証拠ですねw
鍛金と鍛造でプラチナリングもゴールドリングも
地金がめっちゃ上質に育って粘り強く強度も抜群です!
広がった結婚指輪の幅(側面)をヤスリで削りましょう

結婚指輪の幅2.8ミリが完成した時の幅
叩きすぎて今現在で、結婚指輪の幅が3ミリ以上もあるので
幅が2.8ミリになるまで両側の側面をバランスよく削ります
片側の側面だけ削りすぎた・・・とか絶対に駄目ですよw
ここもバランス重視で両側面を同じように削っていきます

側面を削っていくと地金の
バリが(鋭利な角が出現!)
金やプラチナに限らず彫金作業をすると「バリ」という
鋭利な尖った角が出てきます(側面を削ると良く出ます)
このバリという角で怪我をよくしてしまうので要注意です
普通の尖った角ではなく、よく見ると細かい刃が繋がって
ノコギリ刃のような形になっているんです(場所によって)
側面を削った場合は、指輪の外側と内側に必ず出てきます。

バリを取り除く(削り落とす)
結婚指輪の外側と内側に発生したバリを取り除きます
ヤスリを使ってバリを削り落としていく作業なのですが
この時に、結婚指輪の外側の着け心地を良くするんです
「角落とし」という表現になりますが指輪をつけていて
角が痛いな~という経験をした人は結構多いと思います
これは既製品によくある事で角を落としていないからです
角を落とすと薄く見えるからです(既製品は薄いのが多い)
指輪の肉厚が薄いほうが地金の重さが少なくて済むからです
もちろん角を、そんなに落とさなくてもバリは落としてます

私の鍛造の手作りは
指輪に肉厚があります
写真を見てわかると思いますが、ボリューミーですねw
平均的な既製品の指輪の約2倍の厚みをとってあるからです
何ミリの厚さがあれば、着け心地が良くなるか企業秘密です
指輪の肉厚も十分にあるので、バリを落としながら角も
適度に落としていき着け心地が良くなるように整えます(*´Д`)

リング内側も角を取り、丸く削ります
結婚指輪の着け心地を、めっちゃ良くする為には
外側の角だけでは指への付け心地が良くなりません!
結婚指輪の内側(中側)も丸く削る事が重要なんです
まずは内側にあるバリを丁寧に削り落としていきます
バリを落とすだけでは内側の着け心地は良くなりません
既製品はここで終わりですが私の作品はここからが違います

結婚指輪は指へのストレスを
感じないように作るのが重要
ですのでストレスを感じない指輪の着け心地が重要です
指輪の内側の角を段階的に落としていきながら調節して
指に優しくフィットするような形にしていくんですね♪
ただ丸くするのではなく、指の形に合うような丸さです
優しく吸い付くような滑らかな楕円形がベストなんです
指を知り尽くしているからこそのベストな形です(*´Д`)

結婚指輪の仕上げ作業(傷取り&研磨)
全ての指輪の彫金作業が完了しました(^ω^)
という事は結婚指輪の形が完成したという事になります
やっとですよね~指輪の形になるのに何工程あったか・・・
記事を読んで頂いている方には分かりますが一輪入魂です!
ヤスリでの彫金作業が続いていたので、リング全面には
小傷が無数に存在しています。その小傷を取り除きます
まずは紙ヤスリで指輪の小傷を消していく作業になります
打ち出し部分以外すべての地金部分を紙ヤスリで擦ります。

シリコンポイトで紙ヤスリの跡を取り除く
紙ヤスリでプラチナ&金の指輪の小傷を取り除きましたが
紙ヤスリで擦った小さい跡(超小傷)が面に残りますので
シリコンポインターという研磨ゴムで研磨をして消します
ペン型のリューターという工具の先端に先端工具を設置して
高速回転で先端工具を回転させながら地金を研磨するんです。

研磨用と磨き用のシリコンポイント
最初の茶色のポインターは研磨材が混入しております
紙ヤスリの跡や、ミクロの小傷を消す為に使用します
逆に青色のシリコンポインターは磨き専用のゴムで
傷を取り除くのではなく地金の面に光沢を出す役目です
ポインターの素材は主に2種類ですが形は様々あります
指輪のデザインや形に合わせてポインターを使い分けます

ヘラがけ(ヘラ仕上げ)
青色の磨き用シリコンポインターで地金に光沢を出しましたが
まだまだこんな鈍い光り方じゃ駄目なんです!まだまだですw
ガッツリと磨きあげて鏡のように反射させる面に仕上げます
光沢というよりも鏡面(きょうめん)というイメージですね
ヘラ棒の使い方は、鏡面仕上げをしたい地金部分にヘラ棒を
強く押しあてて、面を潰すように力強く滑らせていくんです
そうする事で、鏡のような反射を生み出す鏡面が誕生します!

バフ仕上げ(バフ磨き)
ヘラ棒で磨いた部分を、最終仕上げの磨き布で磨きます
長かったですが、これで本当に最後の磨き作業となります
ヘラ棒で磨いた鏡面部分が、更にギラッギラに反射します
今回の結婚指輪は、表面の打ち出し部分と、側面部分が
艶消し(マット)になるので磨くのは内側だけとなります
表面を光沢にしたい場合は、先程の工程のように磨きます

ゴールドとプラチナの
コンビの結婚指輪が完成
ついに!手作りの鍛造の結婚指輪が完成しましたあああ!
溶解から始まり地金を鍛える鍛冶、鍛造作業からの彫金
そしてサイズ調整、槌目、打ち出し、そして仕上げ作業
重なり合った奥深い「打ち出す槌目」がおしゃれですね
金の打ち出し、白金の打ち出し、どちらも魅力的ですね
マット仕上げをした事で、模様の凹凸が浮き出るんです
どんなに手間をかけてもお客様の喜ぶ姿が見たいんです
綺麗ごとではなくて本当にそれだけの為に私は必死です
プラチナと金、素材代だけでもかなりかかっています
地金相場が高騰しているので価格は随時変動しています。
コンビネーションの結婚指輪のご依頼を頂きまして
誠にありがとうございました!作り手として幸せです!
1つ1つの作業工程が大袈裟ではなくて命がけの仕事です
商売としては効率が悪いと分かっていますがこれで良いんです
大儲けはできませんが長く続けられる仕事だと実感しています
私はどんなに忙しくても一店舗で作れる数の中で
こじんまりと地道にコツコツと頑張っていきます(キッパリ)
今は亡き父から受け継いだ日本伝統技法の鍛造技術を
守る為になりますし変な仕事は出来ないという自負です
いや~・・・語ってしまいましたが本音ですよ(*´Д`)
これからもコツコツと納得ができる結婚指輪を作り続けます
コンビの結婚指輪の制作工程を見て頂き有難う御座いました
=================================
お問い合わせは お問い合わせフォームか
メールや お電話でもご対応しております
○「お問い合わせフォーム」
○電話番号 0258-27-1771(日曜は定休日)
○メールアドレス j_kouki_ring@yahoo.co.jp
〒940-2003
新潟県長岡市渡場町2-7
株式会社ジュエリーコウキ
ネット販売 → ジュエリーコウキ ヤフーショップ
結婚指輪の一覧 → ジュエリーコウキ 結婚指輪の一覧
==================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
=================================