鍛造の結婚指輪の専門店ジュエリーコウキ
工房で1つ1つ鍛造で指輪を手作りします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた宝飾職人しか作れません。
近年、鍛造という製法が注目されて鍛造の結婚指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です
鍛造に似せて作る鍛造風は本物の鍛造と全く違います。
例えばですが機械で地金をプレスして圧縮をする製法
こちらは機械で圧縮をする圧縮リングで違う鍛造です
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りをした結婚指輪は全体の
結婚指輪の1%未満しか存在しない特別なリングです
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは (*´Д`)
当店ジュエリーコウキの二代目で宝飾職人歴29年です。
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
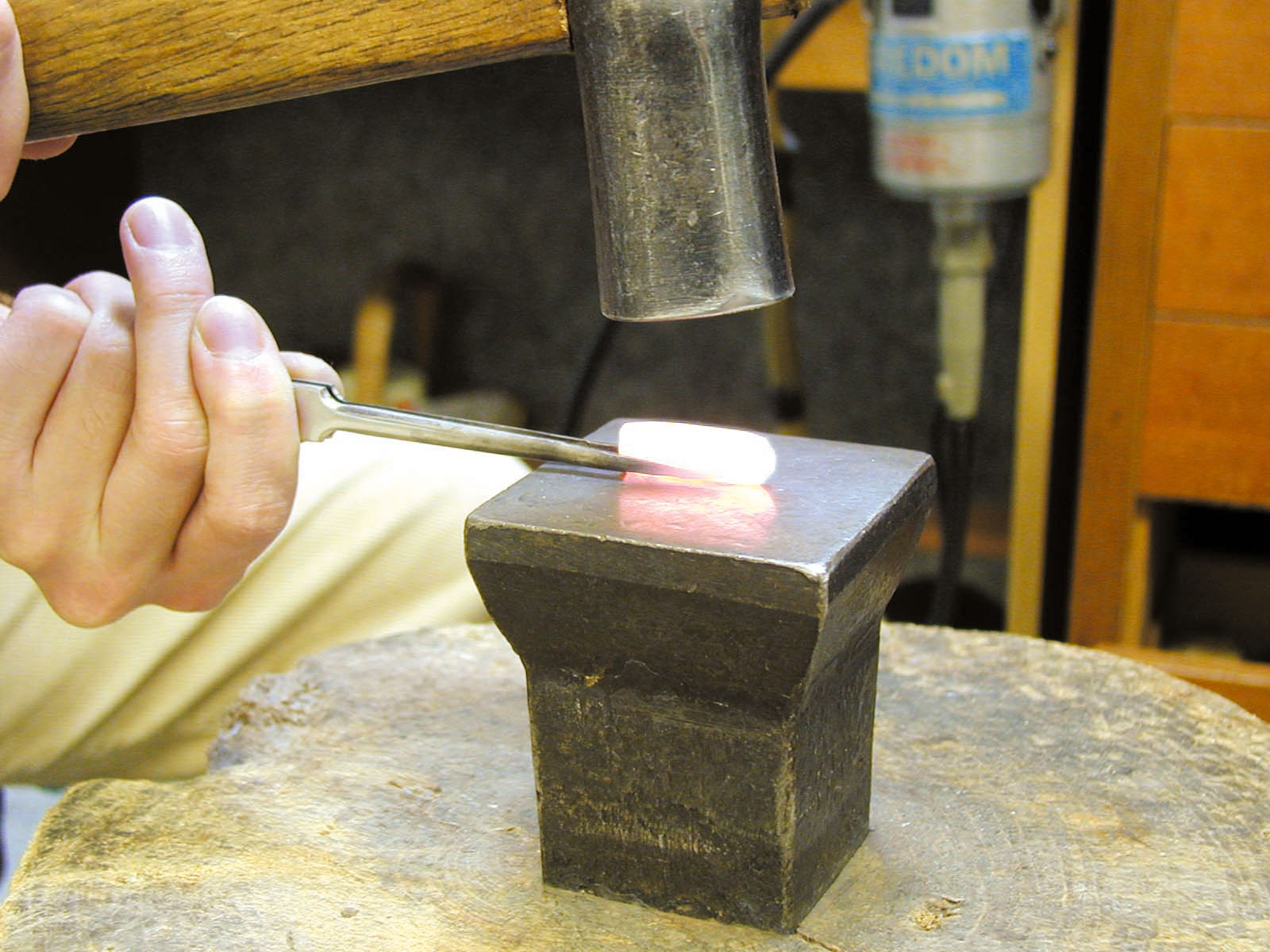
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという製法です。
鍛冶で鍛錬をされた指輪は、密度が増して強靭な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです
鍛えて造る指輪という意味で「鍛造リング」と言います。
【結婚指輪 ミル打ち】
こちらの記事でご紹介をさせて頂く指輪は
人気のミル打ち結婚指輪をご紹介致します
しかも一般的な大きさのミル打ちではなくて
普通サイズよりも小さい極小のミル打ちです!
まずは、写真で小さいミル打ちをご覧ください
凄く小粒なミルグレインが指輪に入っています
手作業で打てるミル打ちの中で1番小さいです
写真を拡大しても、この小ささのミルです(汗)

指輪のミル打ちとは?
ミルグレインとも呼ばれる小さい球体の事です
アンティークのジュエリーに使われていました
見た目が可愛い事から女性に大人気のデザイン
ブライダルリングに使う事が多くなりましたね
出来合いの既製品リングの場合は、機械でミル
を削り出していきますが私は機械は使いません
手作りにこだわるので1粒1粒、手で打ちます
手作りミル打ちの素晴らしさを実感して下さい
それではミル打ち結婚指輪の作り方を書きます。
ミル打ち 結婚指輪 制作過程
鍛造リングの制作スタート!
まずは、指輪を作るのに必要な地金の溶解
地金(じがね)とはジュエリーの素材金属
溶解(ようかい)とは地金を溶かす事です
今回の結婚指輪の素材はプラチナ900です
溶解皿に地金を入れてバーナーで溶かします

プラチナの溶ける温度、融点は約1770℃
普通のガスバーナーの火力では溶けないので
酸素バーナーという超強烈な炎で溶かします
溶解は太陽のように強烈な光を放ちますので
肉眼で見ると眼球が焼けてしまい危険なので
溶接ゴーグルをかけながらの作業となります。

まるでメタルスライム(笑)
溶けている最中のプラチナからバーナーの炎を
外すと地金はすぐ固まります(熱いので注意)
溶解皿に入れて溶かすので形が丸くなります
まるでドラクエのメタルスライムです(^ω^)
この状態のプラチナを金槌で叩いていきますよ
叩いてプラチナを鍛えていく大事な作業です!
鍛造リングの肝となる1番大事な工程なんです。

鍛える地金と書いて 鍛金(たんきん)
そのままの文字ですが地金を鍛えるんですね
鍛冶(かじ)とも言われている鍛える作業です
具体的にはどうやってプラチナを鍛えるのか?
金床という鉄板台に地金を置いてピンセットや
ヤットコで地金を掴み固定して金槌で叩きます
四角形に成形をしていきながら万遍に叩きます。
焼きなまし、火入れ
プラチナは叩かれて焼かれる事で鍛えられます
ハンマーで叩き続けると地金が硬く締まります
締まっていく事で地金中に含まれる微量な空気
が抜けて更に地金の密度がぐんぐん上がります
しかし硬く締まったプラチナを叩きづつけても
硬くなったプラチナは反応が鈍くなりますので
炎で真っ赤に焼いてプラチナを柔らかくします
この地金を焼く工程を”焼きなまし”と言います。

プラチナの密度が増す=粘り強くて頑丈
鍛金の流れとしては、ハンマーで叩いて絞める
締まって硬くなったプラチナを炎で焼きなます
じっくりとこの鍛える作業を続ける事によって
プラチナの空気が抜けて粒子が整い密度が増し
粘り強くて丈夫なプラチナになっていきます
密度が増して粘り強くなったプラチナで指輪を
作ると変形しにくく頑丈な指輪になるんですね
もちろんミル打ちの強度も既製品よりあります
このように、手間をかけて素材から鍛え上げて
鍛造製法で作る指輪を”鍛造リング”と言います。

地道な作業ですが指輪の素材を決める大事な工程
納得ができるプラチナに育て上げるまで続けます。
指輪のサイズまで伸ばす
メタルスライムのような形状だったプラチナが
叩く度に四角の棒に伸びているのが分かります
四方向から万遍なく叩く事でプラチナを均等に
鍛えあげるという理由もありますが、もう1つ
の理由があってこれから作る指輪のサイズです
リングの幅の広さと、リングの肉厚の厚みです
そしてリングのサイズに必要な号数の長さです
それらも計算しながら四角の板状に伸ばします。

鍛造リングのベースが完成
画像に写っているプラチナプレートを丸めると
サイズに合わせたプラチナリングになるんです
鍛造リングとは指輪の形になる前から作ります
ちなみに、普通のジュエリーショップで販売を
されている結婚指輪やジュエリー類は鋳造製品
世の中にあるジュエリーの99%以上は鋳造です
鋳造(ちゅうぞう)と読むのですが、鋳る(いる)
という意味で型に流し込んで作る製法なんです
溶かした地金を ”型” に流して固めて作る事から
簡単に大量生産も可能なので主流となっています
ちなみに今している鍛造製法は大量生産は無理
手間をかけて地金から鍛えて作る事から、希少で
世の中のジュエリーの中の1%しか存在しません。

リングの形状に丸める
伸ばしたプラチナプレートを丸めていきます
丸棒にプレートを押し当て木槌で叩き丸めます
鍛造は金槌をメインとして使っていきますが、
このプレートを丸める作業だけ木槌で叩きます
木製のハンマーを使う意味はシンプルな理由で
木槌の方がインパクトが弱いからで(衝撃力)
地金板に凹みや傷がつかないようにする為です
※板を丸める時に木槌を使用、他は金槌を使用

隙間が無くなるように合わせる
地金板を丸めていくと、板の端と端が合わさり
合わせ口に隙間が出やすいのですが隙間が一切
無いように隙間をピッタリ合わせるように調整
画像では合わせ口に隙間がハッキリ見えますが
糸ノコギリを使用して隙間を刻んでいきながら
合わせ口に隙間が無くなるようにしていきます
もし隙間が少しでもあると溶接作業をした時に
溶ける瞬間に隙間に食い込んで溶けるんですよ
食い込んで溶接となると幅が変わるのでNGです。

ファイヤアアアアアアア-!!
ロウ付け、共付け
ジュエリーの溶接の事をロウ付けと言います
ロウという地金を溶かし地金同士を溶接します
ジュエリーコウキでは普通のロウ付けではなく
鍛造ですので鍛造で作ったリングの一部を抜き
それをロウ地金として使っています(共付け)
同じ素材同士が溶け合うので相性も良いですし
強度も強いので当店では共付けで溶接をします
ロウとリング本体を同時に溶かすという技です
頑丈な鍛造リングには、頑丈な共付けがベスト
※溶接温度は溶解温度と同じ約1770℃です
難易度が高い溶接ですがメリットが大きいです

鍛造リングのサイズ調整
ハンマーで鍛え上げて作る鍛造リングですが
共付けが完了しても金槌で叩く作業が続きます
地金板を丸める時に使った丸棒にリングを入れ
木槌で叩くのではなくて今度は金槌で叩きます
金槌の方がインパクトが強いので使うんですね
まずは完璧な円、真円になるように叩きます
真円になったのを確認したら同じように叩いて
プラチナリングのサイズを伸ばして調節します
という事は例えば11号のリングを作る場合は
10号位のリングを作って叩いて伸ばすんです
仮に11号のままで作ると真円になりませんし
余裕がなくサイズを伸ばす事ができないんです。

鍛造プラチナリング 彫金作業スタート
ハンマーで叩きまくっていた作業工程でしたが
ここに来てようやくヤスリで削る彫金作業です
まずは、プラチナリングの幅の広さを削ります
指定されたリングの太さになるように削ります
両方のリングの側面を均等に削る事が重要です
そして仕上げ作業まで彫金作業が続きますので
若干ですが幅の広さに余裕を持たせる事が重要
例えば4ミリが完成形だった場合は4.1ミリ
といった具合に余裕を持たせる必要があります。

ミル打ちを入れる場所を作る
リングの幅が決定したらいよいよミル打ちです
しかしこの段階ではまだミル打ちはできません
”ミル”を打ち込むスペースを確保していきます
ミル球体の大きさに合わせて必要なスペースを
計算してどのサイズのミルを入れるか決めます
糸ノコギリでミル打ちが入る所にラインを入れ
仕切りを入れていきます(左右が同じように)
ラインがヨレヨレにならないよう気を付けます
※ラインが寄れてしまうとミルの大きさが同じ
大きさに見えなくなるので凄く重要な作業です

繊細なミル打ち
今回、指輪に入れるミル打ちは超極粒ミルです
どれくらい小さいミルかというと1ミリの中に
2.5個ミルが入るという物凄い小ささです(汗)
※2ミリの中に5個のミルが入る計算ですね
この小ささは手作りで出すミル打ちでも恐らく
経験上ですが1番小さいミル打ちだと思います
”ミル打ち”を打ち込む工具がこれ以上の小さい
工具がないのであるとすれば手作りタガネのみ。

リングを平甲丸のフォルムに仕上げる
ミル打ちを打ち込むスペースを確保したら次は
指輪の全体フォルムを彫金作業で作り出します
指輪のベースが平打ちデザインならこのままで
ミルを打ち込みますが甲丸のデザインですので
リングの角を削り落としながら丸めていきます
あまり角を落とし過ぎると先ほど入れたライン
が消えてしまう恐れがありますので、ラインが
消えない程度まで角を落として丸めていきます
平打ちリングと甲丸リングの中間のフォルムで
平甲丸リングというフォルムの形に仕上げます。

平甲丸リングの仕上げ作業
平甲丸リング全体フォルムが出来上がったので
荒目のヤスリから細かい目のアブラメヤスリに
替えて削り跡を小さくしながら滑らかにします
ミル打ちは? まだ打ち込まない?
そうなんです!この段階ではミルを入れません
ミルはこちらが思っている以上に繊細な球体で
すぐ削れたり凹んだりするので最後に入れます
まだ彫金作業が残っているのでその他の部分が
綺麗に仕上がってからミルを入れます(^ω^)

鍛造リングの着け心地を良くする
金槌でガンガン叩いて作った鍛造リングなので
硬そうで頑丈なイメージがあるかと思います
そんな事から着け心地も固そうなイメージが・・・
いやいやいやw そんな事は一切ありません!
鍛えて造った”鍛造リング”は確かに粘り強くて
丈夫で変形にも強いですが着け心地は別物です
指の形に馴染むように優しい丸みを帯びている
リングの内側(中側)に削って滑らかにします
イメージ的には、甲丸の内側バージョンですね。

プラチナリングの傷を消す
荒目のヤスリから→細かい目のアブラメヤスリ
この手順で彫金作業をしていく事になりますが
ヤスリで削ると削り跡の傷が絶対に出てきます
浅い傷、深い傷、小傷など無数の傷があります
沢山ある傷を綺麗に消す仕上げ作業になります
耐水性のサンドペーパーで傷消し作業をします。

耐水性のサンドペーパー(紙ヤスリ)に水分を
つけながらプラチナリングを擦る仕上げ作業です
水と紙ヤスリの研磨砂が混ざり合い、傷の奥まで
浸透するので色んな形の傷でも消えやすいんです
ここで傷を完全に消しておかないと傷が残ります
傷を完璧に消した事を確認したら次の仕上げ作業
サンドペーパーの次は、シリコンポインターです。

シリコンポインターで指輪を滑らかに
シリコンポインターとは研磨ゴムの事なんです
研磨材が含まれたゴム棒で、リューター機という
高速回転が可能なペン型機材の先端にこのゴムを
セットして高速回転させ磨くという作業内容です
サンドペーパーで傷を消しましたが、今度はその
ペーパーで出来た髪の毛のような小傷を消します
このような流れでプラチナから傷を消すんですね
プラチナリング全体が滑らかに仕上がったら次は
いよいよミルを入れるミル打ち作業に進みます!

ミル打ち 指輪に入れる
いよいよここでミルを指輪に入れます(^ω^)
ミル打ちに使う道具は主に3種類あるんですよ
一般的によく使われるのがミル鏨(ミルタガネ)
ナナコとも呼ばれる種類もあり打ち込んで使用
2つ目は、彫りに使う鏨(タガネ)
先端が刃になっていて、打ち込むのではなくて
彫って彫刻刀のようにしてミルを彫り出す方法
最後に写真で紹介をしている風車・歯車型の鏨
こちらは鏨の先端に歯車があって回転をさせて
ミルをつける方法(タイヤのように溝がある)
今回はこの歯車型鏨でミル打ちを作ります

ミル打ちの方法です
ななこタガネのように打ち付ける方法ではなく
歯車に彫り込まれたミルをなぞって入れる方法
タイヤのように丸い溝があって若干ですが刃も
あるのでミルを入れたい部分にコロコロとして
なぞっていくと球体が出てくる仕組みなんです
しかし単純に見えますが慣れないと超難しい!
1回コロコロしただけではミルが出ないんです
何度も同じミル打ちの上を転がしていかないと
ミルになりません(刃が小さ過ぎて1回じゃ無理)

凄い小さい”ミル”なので更に難しい
ここまで小さいミルは手作りでは滅多になくて
写真で紹介をしている”歯車型のミルタガネ”が
恐らく1番小さいミル鏨だと経験上おもいます
ヘッドルーペをしないと作業ができないレベル
何度も同じミルを”たどらないと”膨らみません
間違ってミルが重なってしまうとそこでアウト
ミルが重複してしまい綺麗な球体になりません
ミル打ちの始まりと終わりを繋げる事も重要で
ミルの間隔も計算するので難易度が超高いです。
綺麗にミル打ちが入れば美しい!
ミル打ちリングは見た目で綺麗さが伝わります
腕の良い職人がミル打ちを入れれば美しくなり
腕の悪い職人がミル打ちをすれば汚くなります
※職人の技術が必要な手作りリングに限ります
出来合いの既製品は機械で彫るので綺麗ですよ
さきほど、ミル打ちをする方法として3種類の
やり方があり3種類の必要な道具もありますと
お伝えしました(例外で自作の鏨もあります)
今回は歯車型のミル打ちをご紹介いたしました
こちらのミル打ち作業を動画でアップしました
ミル打ち作業の様子はいかがでしたか?
めちゃくちゃ細かい作業ですよね(汗)
かなり根気のいる作業となりますがミル打ちが
綺麗に出来上がると達成感がハンパないです!
作り手としてアドバイスをさせて頂きますが
ミルは超デリケートで”削れやすい潰れやすい”
そして修復が難しいという繊細なデザインです
日常生活でもミルにダメージが蓄積しますので
リングを毎日しない人にお勧めのデザインです
でも毎日したいですよね!それならば少しでも
ミルに強度がある鍛造リングをお勧め致します!
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に惚れてから
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
ネット販売→ジュエリーコウキ ヤフーショップ
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================