婚約指輪の手作り専門店、ジュエリーコウキです
鍛造リングの製造販売をするジュエリーショップ
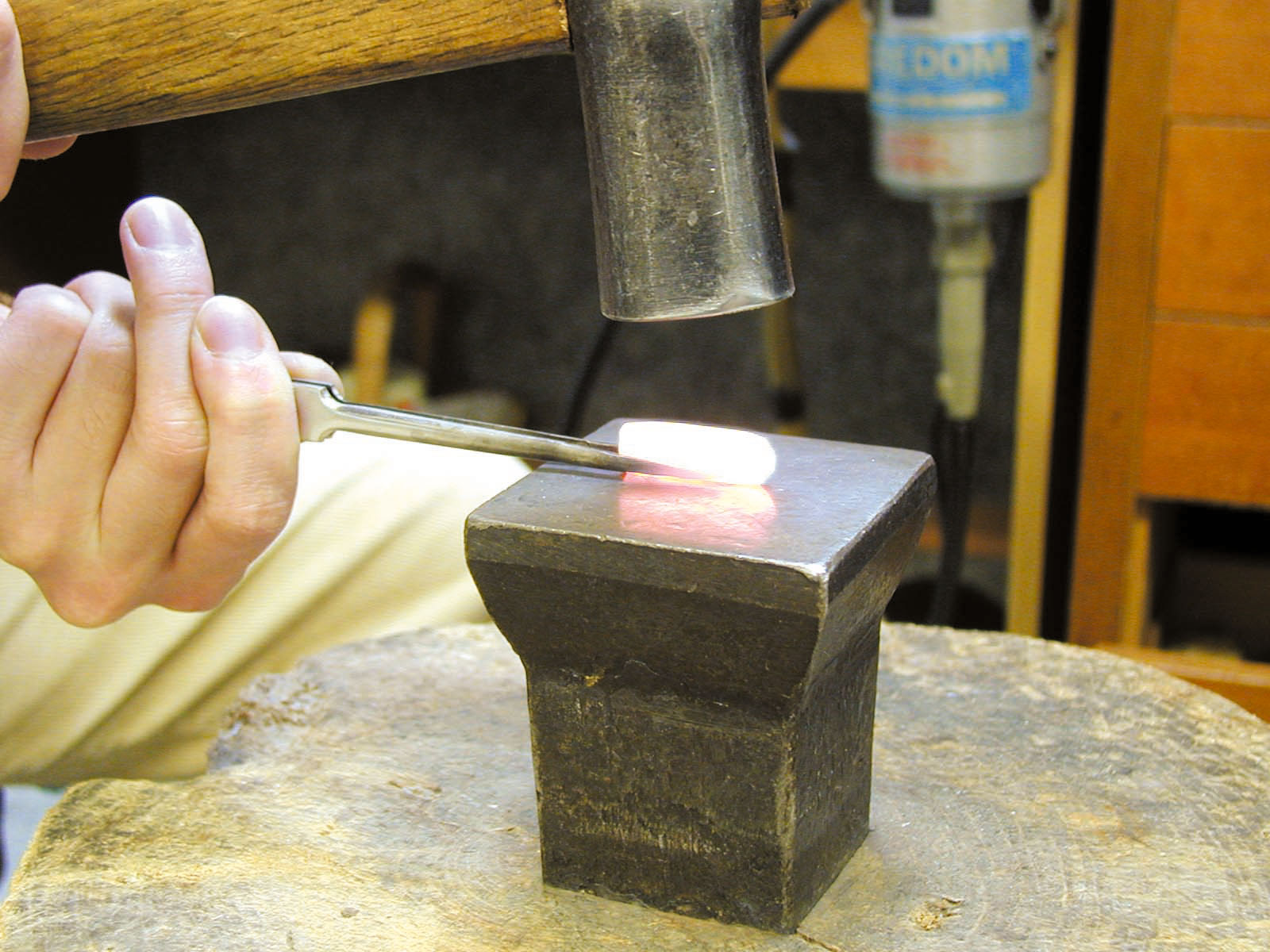
鍛造リングとは指輪の素材となるプラチナやゴールドを
ハンマーで叩いて伸ばして鍛えてリングを作る製法です
伝統技法で特殊な技術で一部の宝飾職人しか作れません。
金槌でカンカン地金を叩いて作ることで密度が増します
密度が上がるということは指輪の強度も上がるという事
出来合いの既製品のリングよりも何倍も強度があります。
ジュエリーコウキは、鍛造で結婚指輪や婚約指輪を作る
全国で極めて珍しい鍛造ブライダルリングの専門店です。
同店2代目で宝飾職人歴29年の私、池田が書いています
鍛造リングの紹介や、鍛造の製造工程などブログで紹介
本日の記事は、鍛造で作る婚約指輪のご紹介を致します
婚約指輪のデザインはシンプルな月形甲丸というタイプ。
月形(つきがた)とは、指輪を横から見た時に三日月の
ように見えるようにリングの厚みを変えて作る手法です
イメージでは三日月の1番厚い部分にダイヤが入ります。
前回のブログでプラチナを鍛冶作業で月形リングを作る
所までご紹介しており、その制作工程の続きとなります
参考に前回の記事はコチラ→鍛造で作る婚約指輪
月形甲丸の婚約指輪 作り方
鍛造(たんぞう)と、彫金(ちょうきん)にこだわり
プラチナでシンプルなエンゲージリングを制作中です
本当にシンプルなデザインで、月形甲丸のリングです
メインの1粒ダイヤのみを魅せる代表的な造り方です。
前回のブログでは、鏨(たがね)という工具を使って
センターに入るダイヤモンドのスペースを作りました
下記の画像のように、リングの中心に石枠を作ります。

今回、お見せする工程はダイヤの石枠も決まったので
月形平打ちリングを、月形甲丸リングにする作業です。
上記の画像では、まだリングがフラットな平ですので
平打ちの月形、月形平打ちリングという事になります
ここから平打ちの角を削り落として丸く甲丸にします。

プラチナ月形甲丸リング 作り方
月形平打ちリングの角を削り落として丸めていきます
石枠部分はデリケートですので丁寧に作業を進めます。
最初からガッツリと角を削り落とすと本当に危険です
甲丸(こうまる)の角度がきつくなるので、まずは
段階的に角を落としながら丸めていくほうが安全です。
段階的に少しづつ丸めれば微調整も簡単にできるので
平打ちの角度を少しづつ削り落として丸めていきます。

シンプルな月形甲丸
プラチナの婚約指輪
プラチナの角を段階的に落としていくと写真のように
階段のようにカクカクしたプラチナの表面になります。
このように段階的に平打ちリングの角を削り落として
自然体で甲丸リングのフォルムになるように作ります
甲丸リングの丸さがベストな丸さになるようにします。
カクカクした面は少しづつ甲丸の角度を調節する為に
できた模様?みたいな作業跡なので出来て当然なので
次は、カクカクした表面を滑らかに削る彫金作業です。

角落としをしたリングを滑らかに整える
シンプルが魅力の甲丸リングは滑らかさもポイントで
段階的に角落としをしたカクカクの面を削り合わせて
カクカクが無くなり指輪が滑らかになるようにします。
ヤスリを滑らせるようにリズムよくリングを削ります
荒い目のヤスリを使って何度も指輪を削って整えます。
荒いヤスリで削っていくのは甲丸の角度を決める為で
甲丸の角度が決まってリングが滑らかになってきたら、
アブラメという目の細かいヤスリを使い荒目で削って
できた深い傷を浅く目立たなくする為の彫金作業です。

シンプルな婚約指輪のフォルム
月形甲丸リングの美しさを追求
荒いヤスリと、滑らかなヤスリを使っての彫金作業で
月形甲丸リングのフォルムが出来上がりました(^-^)
画像を見てどうですか? 渋く光ったプラチナリング
この状態が”荒仕上げ”と言って荒い仕上げになります
荒仕上げも人気な仕上げ方法なので、よく作りますね。
今回のエンゲージリングはシンプルでピカピカに光る
光沢なのでこの状態から磨いて最終仕上げに入ります
プラチナが美しく輝く、鏡面仕上げで美しさを追求!

プラチナリングのキズ消し
ヤスリで出来た細かい傷を完全に消していく作業です
この作業はプラチナリングを光沢に仕上げる工程です
鏡面仕上げにする前には、いくつかの工程があります
まずは耐水性の目の細かい紙ヤスリで削っていきます
荒い目と細かい目のヤスリ、そして紙ヤスリへと進み
プラチナにできた彫金跡を順を追って消していきます
作業が進むにつれて綺麗なプラチナになっていきます。

プラチナリングから傷が無くなる
紙ヤスリで擦ると真っ白いプラチナリングになります
耐水性の紙ヤスリで婚約指輪の全面(内も外も)を
擦りまくると写真のように真っ白なリングになります。
耐水性の紙ヤスリなので、水を含ませて擦ることで、
水と研磨砂が混ざりあって指輪の傷の奥まで浸透して
綺麗に消えやすくなります。そして白くなるんですね。
この白い状態で仕上げていくのが艶消しと呼ばれます
艶消しでも全然OKなシンプルな甲丸デザインですが
ピッカピカの鏡面仕上げにするのでまだまだ磨きます!
しかしその前に!婚約指輪として凄く重要な工程が!
センターに入るダイヤモンドを埋め込む作業をします。

ダイヤの石留め やり方
指輪にダイヤモンドの石留め(いしどめ)をします
婚約指輪のメインでもあるダイヤモンドを入れます
0.3カラットあるランクの高いダイヤモンドです
このダイヤを枠に埋め込んでいく作業~それが石留め。
鏨(タガネ)という工具を使って、石枠とダイヤの
際(ギリギリのキワ)を叩いて、地金を寝かせる手法
小さな金槌で鏨をトントンカンカン叩いているので
ダイヤモンドを絶対に叩かないように細心の注意を!
ここで使う鏨は、石枠を彫り出したときに使った
彫刻をする彫刻刀のような鏨の種類ではありません
鏨にも沢山の種類があって今回は石留め専用のタガネ。

ダイヤモンドの石留め作業が完了!
石留めをした(叩いた部分)の箇所を綺麗に整えます
ダイヤをリングに埋め込んで、石枠のフチをタガネで
叩いてフチを寝かせたので叩いた跡を消して整えます。
マットが綺麗なエンゲージリングが出来ました(^ω^)
ダイヤモンドの輝きがよく魅せれるので、艶消しでも
シンプルでお勧めですが、今回の婚約指輪はピカピカ
光沢で完成になるので磨く工程がまだ続いていきます。

着け心地の良さは婚約指輪に重要
婚約指輪の内側を丸く削り、つけ心地を良くします
エンゲージリング(婚約指輪)は、付け心地が命です
手作りなので婚約指輪の付け心地にも超こだわります!
指の形(丸さ)に合わせて、婚約指輪の内側も指に
合うように丸く削って滑らかにしていきます(^ω^)
指輪の内側が甲丸のように丸いので内甲丸と言います。
エンゲージリングの内側を削って着け心地を良くしたら
再度、磨き作業になります(内側も同じように磨きます)

シリコンゴムで徹底的に
プラチナリングを磨く!
耐水性の紙ヤスリで、キズを徹底的に消してから次は
紙ヤスリで擦ってできた細かい小傷を綺麗に消します。
リューターというペン型機材の先端に磨き用のゴムを
装着してプラチナリング全体をくまなく磨き上げます。
ちなみに先端に装着するゴムをシリコンポインターと
言って、固い研磨ゴムです。貴金属などを磨く専用の
ゴムなので消耗品なんですが消耗品にしては高いですw
研磨ゴムなのでプラチナリングの同じ個所を集中して
磨くと凹んでしまうのでバランスよく全体を磨きます。

シリコンポインターの素材は2種類
シリコンポインターのゴムの素材は2種類あります
茶色いシリコンポインターで仕上げ磨きが完了したら
次は青色のシリコンポインターを使い再度、磨きます。
茶色いシリコンポインターは荒い目で、研磨用のゴム
青色のシリコンポインターは柔らかくて光らせるゴム
この手順でプラチナリングの全体を仕上げていきます。

鏡面仕上げで最も重要な「ヘラ掛け」
鏡面仕上げの”反射具合”を決める大事な磨き作業です
ヘラ棒というペンのような形の工具で磨いていきます。
超硬ヘラ棒と言って、凄く固くて先端が尖っています
この先端部分でプラチナを押し付けるように滑らせて
磨くとプラチナが光り、鏡面が生まれてくるんですね!
指に力を込めて、押し付けて磨かないと光りません
かといって押し付けすぎるとキズになってしまいます
イメージとしてはプラチナを押し潰していく感じです
鏡面を生み出す工程は、職人の腕になりますね(^ω^)
ちなみにヘラ棒の先端が細く尖っているのは何故か?
それは、宝飾品の細かい部分でも磨けるようにですね。

本当に最後の磨き「バフ掛け」
鏡面を出すためにヘラ棒の仕上げ磨きが重要とお伝え
しましたがヘラ掛けが終わってからのバフ掛けも重要!
ヘラ掛けが綺麗になっていればバフ掛けで更に鏡面に!
バフとは研磨用の磨き布のことで、高速回転で使います。
リューターの先端にセットをするタイプやバフ機という
グラインダー機械で高速回転している円盤布にリングを
押し付けて磨いて光らせる本当に最後の磨き工程ですね。

ダイヤが目立つシンプルな
月形甲丸の婚約指輪が完成!
とてもシンプルな月形甲丸タイプの婚約指輪が完成!
スッキリとして1粒の大きなダイヤを引き立たせます。
ピッカピカに光った鏡面仕上げのプラチナリングと
これまたキラキラに光ったダイヤの相性は抜群ですね。
指輪の表も甲丸、指輪の内側も内甲丸、甲丸を追及した
婚約指輪になりますので当たりが良く付け心地が抜群!
そして立て爪のように爪でダイヤを抑えている訳では
なく指輪に埋め込んであるので引っ掛かりがありません
日常生活でも使って頂ける婚約指輪という事です(^-^)
本日も制作記事を見ていただいて有難う御座いました
秋のブライダルシーズンで凄く忙しい日々が続きます
ご依頼を頂いたお客様に感謝して精一杯に頑張ります!
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
ネット販売はコチラ→ジュエリーコウキ ヤフーショップ
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================