鍛造リングの専門店ジュエリーコウキです
工房で1つ1つ鍛造で指輪を手作りします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた鍛造職人しか作れません。
近年、鍛造という製法が注目されて鍛造の結婚指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です。
鍛造に似せて作る鍛造風は本物の鍛造と全く違います
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りした鍛造リングは市場の
リングの中でも1%以下しか存在しない特別なリング
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは (*´Д`)
ジュエリーコウキ 2代目の池田です 鍛造職人歴は30年
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという製法です。
鍛冶で鍛錬をされた指輪は、密度が増して頑丈な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです。
市販の既製品の指輪よりも、数倍は頑丈で強い指輪です
鍛えて造る指輪という意味で「鍛造リング」と言います。
本日の鍛造リングの制作工程は槌目の鍛造リング
もちろん自慢の鍛造で作りますが、かなりの重厚感と
重量感がある幅広いインパクト満点の鍛造リングです
そして大人気の槌目を力強く打ち込んであるデザイン
普通の槌目よりも深くて立体的、まさに最高峰の槌目
美しい槌目模様を打てる鍛造職人は極僅かなんですよ
槌目(つちめ)とは金槌で叩いて模様を作る手法で
昔から代々伝わる日本の伝統技法と伝統模様です
【k18 リング】

【18金 リング】
インパクト満点でオーラを感じる鍛造の18金リング
見た目からのインパクトは凄いものがありますよね
鍛造リングの幅の広さは10mmもある超極太リング
指輪の形は平甲丸で、1番肉厚の部分で2.7mm
18金リングの総重量は何と約20gというヘビー級
そして18金リングの全面に打ち込まれた槌目加工
圧巻です・・・言葉を失いそうな凄い指輪ですねw
鍛造の18金リングが完成するまでを記事にします。
【18金リング 鍛造 作り方】
鍛造リングを作るのに必要な18金を熔解
地金を溶かす作業を熔解(ようかい)と言います
地金とはこれから作るジュエリーの素材の事です
素材がプラチナでもゴールドでも地金と言います
ゴールドの融点(溶ける温度)
純金(k24)の融点は1,064℃
18金(k18)の融点は900℃弱
今回のゴールドリングの素材は18金になるので
指輪を作る為に必要な重量を計算して溶かします。

金の鍛金(たんきん)作業の開始
鍛造リングを作る為の1番重要な作業になります
鍛える金と書いて鍛金作業です(そのままですw)
一般的な言葉でいうと鍛冶(かじ)になります
ハンマーでトンカントンカン叩きあげる作業です
刀や刃物を作る時に職人が鍛冶をしていますよね
当店で造る指輪も同じような工程で作るんですよ!
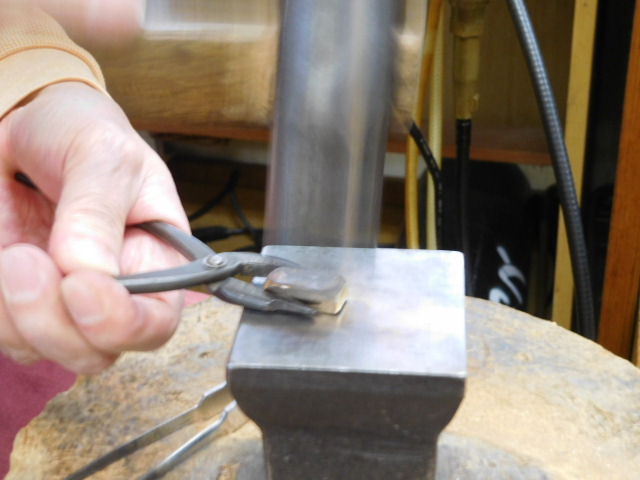
ヤットコで18金の塊を掴んで金槌で叩く!
”金床や角床”という鍛冶台に18金ゴールドを置きます
そしてヤットコというペンチみたいな道具で18金を
強く掴んで固定をしてハンマーで18金を叩き上げます
上の写真のようにハンマーがブレて見えるくらい
物凄いパワーとスピードで18金の塊を叩きまくります!
インパクト(衝撃力)が強いので腕がしびれます(汗)
色んな意味で、しびれる作業ですよね(゚Д゚)ノ
自分はこの鍛冶作業が好きで腱鞘炎によくなりますw

18金の焼きなまし
18金を叩いて絞め続けると、18金は凄く硬くなります
絞めすぎて硬くなると18金が成長しずらくなります
そこで炎で18金を焼いて柔らかく戻します(焼きなまし)
そしてまた金槌を振りかざして18金を叩き上げるんです
叩き上げて絞め上げて18金が硬くなったら”焼きなまし”
かなり地道な繰り返し作業ですがこれが鍛冶作業です。

鍛冶、鍛金のメリットは素晴らしい!
金槌でk18ゴールドを叩いて絞めて炎で焼きなまし
この地道な鍛金作業を繰り返していくことによって
k18ゴールドに着実に素晴らしい変化がでてきます
18金に含まれている微量な空気を放出させながら
18金の粒子が整い詰まって18金の密度が上がります
18金の密度を上げる為に鍛金、鍛冶をしていたんです
密度が増した18金のメリットは凄まじいんですよ
粘り強くて丈夫、鍛造リングになると変形しずらく
傷もつきにくい頑丈なk18ゴールドへと育ちます!

鍛造リングは世の中で1%以下の伝統技法
大袈裟ではなくて鍛造リングは凄く珍しい工程
ここまでの作業を見ると労力が半端ありません
日本伝統技法の1つですが受け継ぐ人が少ない
鍛造リングを作るには職人技術はもちろんの事
鍛造の知識や、鍛造の設備や道具が揃わないと
不可能な特殊製法です。だから希少なんですね
鍛えた金でリングを造るから鍛造リングと呼び
世の中にある全てのリングの1%以下なんです
※逆に99%のリングが鋳造という既製品です
鋳造(ちゅうぞう)とはリングのデザイン型に
溶かした金を流し込んで固めて作る製造方法で
大量生産も可能ですので、ほとんどがコレです。

10mm幅の太い鍛造リングのベースが完成
ハンマーで叩くのは、密度を上げる理由の他に
18金リングの完成予想をイメージしての鍛冶です
鍛造リングの幅が10mmあるので余裕を見て11mm
指輪の肉厚もこの時点で余裕をもって2.8mmです
適当に金槌で叩いていた訳ではなくて、きちんと
指輪のサイズに合わせながら伸ばしていたんです
※サイズとは指輪の幅と厚み、リングの号数です

k18の板をリングに丸める
叩き伸ばした18金の板をリングの形に丸めますが
写真を見ると18金の板が真っ黒になっていますが
焦げている訳じゃありませんのでご安心下さいw
k18に火をあて”焼きなまし”をするとあら不思議
k18が真っ黒に変色するんです。これは酸化現象
表面が酸化して黒くなっているだけで中身は金色
硫酸水に入れたり研磨ゴムで磨くと色は消えます。

k18リング ロウ付け、共付け
ロウ付けとは、一般的に溶接作業の事を言います
丸めて指輪の形になったら合わせた隙間にロウを
挟んで固定をします(ロウとは溶かす地金です)
ちなみに一般的なロウ付けは、リング本体よりも
弱い溶けやすいロウを使って溶かすのがロウ付け、
しかし!鍛造リングにロウ付けは物足りないので
リング本体とほぼ同じk18を使って溶かすんです
凄く難しい共付けですが頑丈で強度があるんです。
写真では酸化して黒くなっていますが合わせた
隙間は綺麗に削ってあるので金が剥き出しですね
面が酸化したままでは、ロウ付けができないので
酸化を消すか削るかして金を剥きだしておきます。

ファイヤアアアアアアー!!
バーナーの炎でロウ地金を溶かして溶接をします
ロウ地金は融点が低いものから高いものまで様々
融点が低ければ溶けやすくて溶接は簡単ですが
ひび割れや変色などの原因となってしまうので
当店では指輪の一部をとってロウとして使います
共付け(ともずけ)という最高難易度の溶接
同じk18なので融点も同じで難しい溶接ですが
本体を溶かさないようにロウだけを溶かします
もともとリングの一部だったので相性も抜群です。

鍛造リングの号数を伸ばしながら平甲丸に
18金の塊を叩いて板に伸ばした鍛造作業に続いて
今度は鍛造リングのフォルムを叩いて作る鍛造です
鍛造リングは叩かれながら指輪になります(^ω^)
”指輪の号数を伸ばしながら平甲丸に”という事で
1つの鍛造作業ではなくて2つの作業を行います
指輪のサイズの号数を伸ばしながら形も整えます。

幅広リングの角を段階的に叩き落とす
サイズを伸ばしながらフォルムも作っていくので
かなり気を使う作業になります。平甲丸の角度を
集中しすぎると指輪のサイズが伸びてしまいます
2つの事を考えながらする鍛造作業になります
先ほどから平甲丸(ひらこうまる)と言って
いますが平打ちリングと甲丸リングの中間です
ヤスリで削って平甲丸の形にする事もできます
しかし手間はかかりますが、角を段階的に金槌で
叩きながら落としてい事で更に密度が増します!
鍛えれば鍛えただけ強くなる鍛造は最強です(゚Д゚)ノ

18金リング 鎚目を打つ
角を段階的にハンマーで叩いて丸みを出しました
10mmもある極太リングですが平甲丸になりました
金槌で叩きまくったので槌目加工もバッチリです
平に叩いているので平の槌目模様が入るんですね
槌目とは~金槌で叩いて模様を出す伝統工芸です
やみくもにハンマーで叩いて出来た適当な模様が
槌目だと思わないで下さいね!槌目は計算されて
打ち付けられた伝統工芸で熟練された技術が必須!

まるでミラーボールのような繊細なカット
k18ゴールドリングの全面に叩きこまれた槌目模様
平甲丸リングがまるでミラーボールのようです
槌目の配置を考えて金槌を平にして叩きました
槌目の1つ1つを計算しながら叩き上げますが、
どれも偶然の産物で同じ模様は絶対にありません
平甲丸になるまでを動画でアップしました(^ω^)
いかがでしたか?
動画は1分くらいの短い時間にまとめてみました
しかし実際の作業は、はるかに時間がかかります
このような作業の流れでk18の平打ちリングから
k18の平甲丸リングに形を成形をしていくんです
手間はかかりますが鍛造リングの魅力はここです。

引き続き深い鎚目を鍛造リングに打つ
平甲丸に打ち付けられた平の槌目も魅力十分です
しかし今回は更に違う種類の槌目を打ち付けます
先ほどの大きさの金槌ではなくて小型の金槌です
そして金槌の角を使って打ちます(技術力が必須)
このまま小さい金槌で打ちつけても深く入りません
小さい金槌を固定して、その上から金槌で叩きます
金槌を金槌で叩くという職人の腕を見せつけます!

深い鎚目が、18金リングに入りました
初期段階の平の槌目と、深い鎚目は全然違います
見た目が違うのはもちろんですが手触りも違います
平で浅い槌目は凹凸が少なく角もきつくないので
ミラーボールのような手触りで滑らかなんですが
深い鎚目の方は凹凸も激しく角もあるのでザラザラ
というか凹凸の感覚を存分に楽しめる造りなんです
角も強く出ていますが最終仕上げでバフで磨くので
強い角に見えても、拡大すると丸い角になっていて
見た目ほどにザラザラ感は無くなり痛くもないです。

どちらの槌目も魅力があります
浅い槌目、深い鎚目、どちらも魅力があります
基本的に金槌で打ち付ける模様が槌目模様なので
金槌の形や大きさで模様が決まってくるんですね
金槌の他にも、槌目を打ち付ける位置や間隔など
槌目を叩く力加減や金槌の角度にもよっても違い
全く同じ模様を出す事が不可能な模様が槌目です
だからこそ槌目の知識と、槌目を入れる技術力が
必要になるので熟練された職人をお勧めします!
槌目を綺麗に打ち込んだら、次の作業へ進みます。

18金リングの幅を削って整える
鍛造リングの幅の広さを削って狭くしていきます
狭くするというよりも1センチに合わせるかな?
叩きまくった金の指輪なので幅が広がっています
1センチ幅になるように側面を削って合わせます
ヤスリで両方の側面をバランスよく削りましょう
※両側の側面をバランスよく均等に削らないと
平甲丸の角度が変わってしまうんですよね(汗)
片側だけ削り過ぎると平甲丸の山が崩れるんです。

つけ心地が良い指輪=角が無くて滑らか
鍛造リングの着け心地を良くする為に角を削ります
リングの角を落とすと指の当たりが優しくなります
甲丸リング=角が無い 平打ちリング=角がある
甲丸リングが滑らかに感じるのは角が無い為です
平甲丸は平打ちほど角が無いですが少しあります
甲丸リングほど角を丸めないで少しだけ削ります。

k18リングの内側を丸くする
k18リングの表の時と同じように中も丸めます
平甲丸の内の角も同様に削り落としていきます
表のように角を落とすだけでは駄目なんですよ
リングの内側が平甲丸になるように削るんです
指輪の中面全体を楕円形にすれば滑らかになり
指を曲げても痛くなく滑らかにフィットします
ヤスリで形を削り出したら次はk18の仕上げ作業。

k18リングを仕上げる
k18の仕上げ方法ですが、まずは小傷を消します
画像ではアップしませんでしたがヤスリで削った
後は、紙のヤスリで小傷が無くなるまで擦ります
紙ヤスリでk18リングの傷を全て綺麗に消したら
シリコンポインターという研磨ゴムで仕上げます
リューターという機械の先端にセットして高速で
シリコンポインターを回転をさせて磨きあげます
研磨材が入っているので一点集中で磨き過ぎると
k18が凹んでしまうので全体に万遍なく磨きます。

k18リングを光らせる
シリコンポインターの素材は大きく分けて2種類
ありブラウンのゴムが研磨材が入った研磨ゴムで
髪の毛のような細い傷(ヘアラインを消します)
スカイブルーのゴムに研磨材は入っておりません
これはk18を磨いて光らせる役目の磨きゴムです
ブラウンもスカイブルーも形は様々ありますので
k18リングのデザインや凹凸に合わせて使います。
シリコンポインターでk18を磨き上げました
k18リングの隅々まで丁寧に磨き上げました!
メインデザインとなる槌目も1つ1つ磨き上げて
槌目の角が痛くないように慎重に磨き上げました
槌目に関しては磨き過ぎると角が丸くなり槌目の
境目がヨレてしまい(ダレてしまい)槌目本来の
魅力が半減するので程良く角を残すようにします
写真の状態でもk18が光沢に光っていて綺麗です
しかし更にバフ掛けをすると鏡面に仕上がります
バフ掛け(ばふがけ)とは磨き布で磨く方法です。

これがk18イエローゴールド本来の輝き
バフ掛けという磨き作業をすると鏡面に光ります
光るというよりも反射度が凄く強いので輝きます
これが鏡面仕上げ、鏡面磨きと言われる手法です
研磨布が集まってできた工具を高速回転をさせて
磨くのですが威力があるので槌目には十分に注意
をしながら磨きます(凹凸が減ってしまう場合も)
k18ゴールドリングの内側がピッカピカに輝きます
これがk18イエローゴールド本来の輝きですね(^ω^)

k18の太い鍛造リングが完成!
見た目のインパクトは凄いものがありますね!
まず、見た目で威圧されるのが1cm幅と槌目です
指輪で1cmとなると滅多にお目にかかれませんw
ハンドメイドの手作りだからこそ作れる指輪です
そして1cmの幅広に埋め尽くされた槌目は圧巻です
深めに打ち込んだ槌目模様が荒々しく見えますが、
女性がしても良いように平甲丸で程良く丸めました
程良く滑らかな曲線を持つことで優しく見えます
これが平打ちフォルムだったらイケイケのままw
※男性なら平打ちのイケイケでも良いと思います

つや消しでも 光沢でもGOOD!
メンズでも レディースでもOK!
今回のk18イエローゴールドリングに関しましては
k18本来の黄金色を楽しむ為に鏡面に磨きましたが
これがもし艶消しのマット加工でも全然アリです!
金色の光が無いというのも芸術的で良いと思います
これだけの幅があるリングは何をしても目立ちます
そしてこの形でプラチナで作る事も可能なんですよ
そして幅広い太い指輪は、メンズのイメージが強い
と思いますがレディースでも作ったことがあります
女性が幅広い鍛造リングを着けるのも格好いいです!
さて、本日の記事は以上で終了となります(^ω^)
指輪制作のご依頼を頂きましたお客様には感謝です
そしてこのブログを最後まで見て頂いた方にも感謝
最後に今回のk18鍛造リングを動画でご覧ください!
お仕事のご依頼やお問い合わせは
お問い合わせフォームからどうぞ
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に惚れてから
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
ネット販売→ジュエリーコウキ ヤフーショップ
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================