鍛造リングの専門店ジュエリーコウキです
工房で1つ1つ鍛造で指輪を手作りします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた鍛造職人しか作れません。
近年、鍛造という製法が注目され鍛造で作った指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です。
鍛造に似せて作る鍛造風は本物の鍛造と全く違います
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りをした指輪は市場全体の
指輪の中で1%以下しか存在しない特別なリングです
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは(゚Д゚)ノ 池田と申します
私はジュエリーコウキの二代目で鍛造職人歴30年です!
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという伝統技法。
鍛冶で鍛錬をされた指輪は、密度が増して強靭な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです
鍛えて造る指輪という意味で「鍛造リング」と言います。
本日ご紹介をする鍛造リングは物凄いインパクトですよw
鍛造の結婚指輪の専門店なのでいつもは鍛造の結婚指輪の
制作風景をご紹介しておりますが今回は単品の鍛造リング
一言で今回の鍛造リングのデザインをお伝えするとしたら
太すぎるレアな鍛造リング
レアと言いましたが、その理由は11ミリも幅がある
プラチナリングは一般の店、ジュエリーショップには
ほとんど展示されていません(展示というかナイです)
この手の極端な指輪は、規格外のサイズという事で
宝石店では、ほぼ出回りません(既製品では難しい)
インターネットで検索しても11ミリのリングで
プラチナ製で検索してもあまりヒットしません(汗)
それに加えて鍛造で鎚目となるとほぼ存在しません
しかし手作りなら話は別!規格外でも何でもOK!
いや~今回の鍛造リング作成も燃えて萌えますね~
こんな珍しいレアな指輪を作れる技術と設備に感謝!
そして、こんなにもワクワクする鍛造リング作成の
ご依頼を下さりました埼玉県のお客様に感謝です
ご購入を頂きまして本当にありがとう御座いました!
鍛造リングは完成しておりますので
勿体ぶらないで写真を公開します(゚Д゚)ノ

【太めメンズリング おしゃれ】
おしゃれでインパクトがあるプラチナリングでしょ!
太さだけではなく、肉厚も約2.2ミリもあります
そして金槌で何万回も叩きまくった鍛造リングです
平甲丸デザインのRのフォルムとなっておりますが、
削って出した形状ではなくて、金槌で角を段階的に
叩いて落としながら出したR曲線なんですよ(^ω^)
それではプラチナ製の太いメンズリングの制作開始!
【プラチナ製 メンズリング 作り方】
プラチナで太いメンズリングを作っていくのですが
当店自慢の日本伝統技法の鍛造で作り上げていきます
その1つ1つの工程が昔から受け継がれてきた技術で
私、池田は師匠である先代の父から継承しております
鍛造という技術の素晴らしさを是非、味わって下さい!

プラチナの溶解(ようかい)
まず指輪を作るのに必要なプラチナを溶かします
今回のプラチナリングは完成時点で約20グラムの
すんごい重量感のあるプラチナリングです(*´ω`*)
完成で約20グラムという事は溶かした塊の時点で
27~30グラムのプラチナ量が必要なんですよね
もちろん削る地金の量が多ければ、もっと必要ですが
今回は金槌を多様して鍛造のみで平甲丸の形にします
削る地金の量が少ないので、このグラムから作ります。

指輪作りのベースとなる鍛金(たんきん)
溶かして塊となったプラチナを大きな金槌で叩きます
ジュエリー職人によって使いやすいハンマーや玄翁が
ありますので職人によって形や大きさ重さが違います
角床(金床)と呼ばれる専用の台にプラチナを置いて
ヤットコで地金を強く掴み、金槌で力強く叩きます!
この作業を職人によっては地金を絞めるとも言います
鍛金(たんきん)とは鍛える地金という意味なんです
指輪のベースとなる大切な素材を育てる作業なんです。

地金をナマス・焼きなまし
ハンマーでプラチナをガンガン叩き上げると硬くなり
締まってきます。この締まった状態で地金を叩いても
効果が少ないので、炎で真っ赤にプラチナを焼きます
真っ赤になったプラチナは、柔らかくなりますので
再度ハンマーで力強く叩いて地金を絞めていきます
またナマス、叩く、ナマス、叩く、この繰り返しを
続けて、じっくりとプラチナの密度を上げていきます。

プラチナの塊を四角形に伸ばす
鍛金作業をしながらプラチナの塊を四角形にします
四面から均等に叩く事でプラチナが均等に締まります
真四角ではなくて長方形になっているのは理由があり
これから作る指輪の太さ(幅)と厚みにするんですね
指輪の形やデザインによって成形する形が違うんです。

鍛えて造るリングを鍛造リング
地金を鍛え上げる事を「鍛金作業」と呼びますが
鍛えた地金で作る事を鍛造(たんぞう)と呼びます
鍛造でプラチナリングを作るので鍛造リングですね
鍛造リングを販売している宝石店は、ごく僅かです
普通の宝石店は販売しているだけで作れないからです
鍛造リングを販売するには鍛造技術を持つ職人が必要
そして鍛造をする為の設備が必要、そして時間が必要
出来合いを販売しているジュエリーショップとは違い
鍛造リングを販売している宝石店は全国でも一部のみ。

鍛冶の動画あります
鍛金作業と専門用語で言われていますが、
一般的には鍛冶(かじ)と言われています
鍛冶という言葉なら馴染みがあると思います(^ω^)
そんな熱くて激しい鍛冶作業の様子を動画で見れます!
金床に置いた地金を金槌で叩きつける衝撃音は迫力満点
※今回制作する指輪のデザインと、動画の指輪デザインが
違うので実際のプラチナ重量と異なりますがご了承下さい
鍛冶のイメージを視覚と聴覚で味わって頂く事が目的です
鍛冶の迫力を感じて頂けましたか?
プラチナをハンマーで叩き上げる音と振動
プラチナを炎で真っ赤に焼くエネルギー
このような鍛冶で指輪が頑丈になるんです!
鍛冶作業を続けて下の写真のようなプラチナの板に
なるまで叩いて焼いての繰り返し作業で伸ばします
鍛金を納得するまでしないと良い地金になりません。

極太指輪のサイズ、幅と肉厚にする
写真のプラチナ板は叩いて伸ばしただけではなくて
この時点で指輪の幅、肉厚、サイズになっています
例えば指輪のサイズが10号の場合、プラチナの長さ
が約55ミリ必要なんです(肉厚によって誤差あり)
サイズの長さが必要と同時に、リングの幅と高さを
この時点で成形しておくことが必要になるんですね
という事でスケールで計りながら鍛冶をします(^ω^)

鍛造リングに刻印を入れる
プラチナリングの内側(中側)になる面に
刻印を金槌で深めに2種類を打ち込みます
1つの刻印はプラチナ900を証明する為のpt900
もう1つの刻印はジュエリーコウキで鍛造で作成をした
証明のjkマークの刻印でブランドロゴの刻印になります
ジュエリーコウキの刻印が入る事で、作り手として
身が引き締まる思いになり満足できるジュエリーのみ
を作る事が使命となるのでブランド力も上がります!

太いプラチナ板を丸める(曲げる)
いよいよリングの形状になります(^ω^)
しかし今回は、凄い幅のある超太い指輪なのでw
これだけの幅と厚みのあるプラチナ板を丸めるのは
一苦労となりますが綺麗に曲げられるようにします
曲げられる地金=地金を柔らかくする
何度も叩いているのでカッチカチに締まっています
締まったプラチナを炎でナマシ、硬さを開放します
それでも硬くて、肉厚で広いので力は必要です(汗)

プラチナリングの共付け(ロー付け)
苦労して丸めたプラチナリングを溶接します
一般的に溶接をする時は、溶けやすいロウという地金
を使って地金を溶接します。それが「ロー付け」です
しかし今回のプラチナリングは規格外の大きさです!
幅も太ければ肉厚も厚い!そして叩きまくる工程です
一般的なロー付けでは溶接個所が粉砕してしまいます
ここは共付け(ドモヅケ)という溶接方法を用います
指輪と同じプラチナを用意して薄く伸ばして合わせ口
に伸ばした地金を挟んで、指輪と同時に溶かすんです!
プラチナの溶ける融点は約1770度
指輪も地金ロウも同時に溶けるので完全融合をします
強度もあるのでお勧めですが難しい溶接方法なんです
どうしても指輪が少し溶けてしまうのは仕方ないので
溶ける範囲をどう少なくするかが職人の腕なんですね。

槌金で指輪を作る・槌金リング
槌金(ついきん)と読みます
槌金とは元となる地金を、金槌やタガネで叩いて
形にしていく手法で、日本の伝統工芸となります
例えば物作りで有名な町、新潟県の三条市では
銅の薄い盤(板)を鳥口という工具に当てながら
金槌で叩いて1枚の銅版から急須や茶碗を作ります
このような作業を総称して槌金と呼ばれています
今作っているプラチナリングも1つの塊から作って
そして丸棒に入れて金槌で叩いて形を作っていきます
鍛造リング&槌金リングという事になりますね(^ω^)

金槌で指輪を叩いて平甲丸を作る
丸棒に極太のプラチナリングをきつくセットします
そして金槌でリングの角を端から叩いていきます!
指輪の角を端から叩いて落として形を作るんですね
一般的に、平甲丸のリングを作ろうと思うと工程は
リングの角をハンマーで叩くのではなくて、ヤスリ
を使用して指輪の角を削り落として角度を出します
しかし今回はプラチナリングの角を削るのではなく
角をハンマーで叩いて凹まして落としていくんです
削って平甲丸を作るよりも打撃で平甲丸を作るので
センスと技術が必要な槌金作業となります(*´ω`*)

槌目のバランス・配置を考える
金槌でプラチナリングを強く叩くと凹みますが
この金槌の凹み跡を、槌目(つちめ)と言います
金槌の打ち方により模様が違うので偶然の産物です
槌目模様にはバランスが凄く重要となってきます!
平甲丸の湾曲も大事ですが、槌目の配置も重要です
適当に叩いているだけでは駄目!槌目が平甲丸の
全面にバランスよく入るように考えながら打ちます
槌目の配置と槌目の大きさ深さを考えての作業です。
整った平甲丸、見栄えの良い鎚目
ヤスリを使って削って平甲丸を作るのではなくて
丸棒と金槌を使い叩いて職人技だけで作った平甲丸
完成度の高い鎚目模様のプラチナ平甲丸リングです
削った湾曲と違って、叩いて出した湾曲は深いです
見た目の奥深さやオーラが全く違うと思いませんか?
整った平甲丸、そして見栄えの良い魅せる槌目模様
こんなインパクトのある指輪は他にないと思います!
自分で言うのもあれですが良い感じに仕上がりましたw
この職人技を動画でもアップしました!
リズムよく金槌でカンカン打つ、簡単なように
見えますが、簡単ではなく考えながらの作業です
動画は約2分ですが実際は、まる1日叩いています
動画を見て頂いてありがとう御座います(^ω^)
どうでしたか?金槌で平甲丸になるって不思議ですね
そして槌目のバランスもご覧いただけたでしょうか?
何処から見てもバランス良く槌目が打ち込まれてます
平甲丸のフォルムと槌目模様が完成したら次の工程へ

指輪の太さを11ミリに調整
これだけの厚さのあるプラチナリングを叩き上げて
平甲丸のフォルムを出すと相当な衝撃の連続となり
ただでさえ幅の広い指輪が、更に超極太になります
指定されたプラチナリングの幅は11ミリです
この段階で13ミリくらいの太さになっているので
2ミリ分をヤスリで削ってリングの幅を調節します
両側の側面を均等に削る事によって(1ミリづつ)
平甲丸の丸さのバランスが崩れないので大丈夫です。

太い指輪だからこそ、着け心地が重要
結婚指輪でもファッションリングでも着け心地は大事
しかし一般的な指輪はここまで太くないので、内側の
角を落として内側を丸めれば着け心地は良くなります
しかしここまで幅の広い指輪の場合は、簡単に内側を
丸める事ができません(内側の面積が多すぎる為に)
無理に丸めようとするとリングの側面が薄くなります
ここは内側の角を中心的に丸くしていく事になります
そして丸くした角と、内側の平な部分を馴染ませて
合わす事で丸みが延長して、着け心地が良くなります。

リューターで仕上げ作業(傷消し)
幅広の平甲丸のフォルムそして指輪の内側も滑らかに
なったら次はプラチナリングの仕上げ作業になります
槌目が打ち込まれた指輪の表面は後で艶消し加工です
槌目模様とは関係がない側面と内側は傷消し作業です
超硬ヤスリで削った削り傷を、紙ヤスリで消していき
そしてリューター機というペン型機械の先端に研磨の
ゴム(シリコンポインター)を設置して磨きます
先端にセットする工具は全て先端工具と言われます。

ブラウンカラーのシリコンポインターは研磨用
スカイブルーのシリコンポインターは磨き用です
紙ヤスリで擦った時に出る髪の毛のような細い傷を
研磨材の入ったブラウンのポインターで研磨します
細かい線が消えたらブルーのゴムで磨いて光らせます
どんなに小さくて細かい傷でも完全に消して磨きます。

槌目リングの表面は~マット加工(艶消し)
槌目の極太プラチナリングにマット加工を施します
当店で人気のマット加工の中で細かいダイヤを使って
キラキラとダイヤモンドダストのようにに光らせる
珍しいマット加工ではなくて一般的な艶消し加工です
人気のダイヤを使ったマット加工は威力があるので
槌目の繊細な凹凸が消えてしまうので使用できません
ここは昔ながらの艶が消える定番の艶消し仕上げです
粒子のような砂で艶を消すので槌目もそのままで安心。

ヘラ掛け(ヘラガケ)
平甲丸の鎚目模様にマット加工を施したら次は磨き
プラチナリングの内側を徹底的に光らせていきます
ヘラ棒という工具を使い光沢を出していく作業です
光沢を出したい地金箇所に、ヘラ棒を強く押し当てて
プラチナの面を潰すようにして滑らせると光ります
この作業を時間をかけて何度も繰り返す事によって
鏡のように反射する鏡面が生まれてきます(^ω^)
鏡のように見えるので鏡面仕上げと呼ばれています。

バフ掛け(バフガケ)
ヘラ掛けの作業でプラチナに鏡面を生み出したら
その鏡面を更に磨いてピカピカにして光らせます
反射度を更に増していく磨き作業がバフ掛けです
バフとは固い布の集まりで研磨ではなく磨き用です
磨き油をバフにつけガッツリと磨き上げます(^ω^)
バフの大きさ、形、硬さ、材質など様々あります
作る指輪のデザインに合わせてバフを選んで磨きます。

プラチナの太いメンズリングが完成!
すっごい重量感のあるインパクト満点のリングです
金槌で叩きまくって作った鍛造リングですね(^ω^)
リングの側面から表面の鎚目模様は全てマット加工
そして、リングの中側はピッカピカの鏡面加工です
指輪の中側には記念日やメッセージの刻印を打ちます
一般的に幅が超広い指輪だと(地金に関係なく全部)
指を曲げると地金の角が指に当たったり食い込んだり
して指が痛かったりするのですがご心配ありません!
外側も内側も角と丸めてありますので痛くないんです。
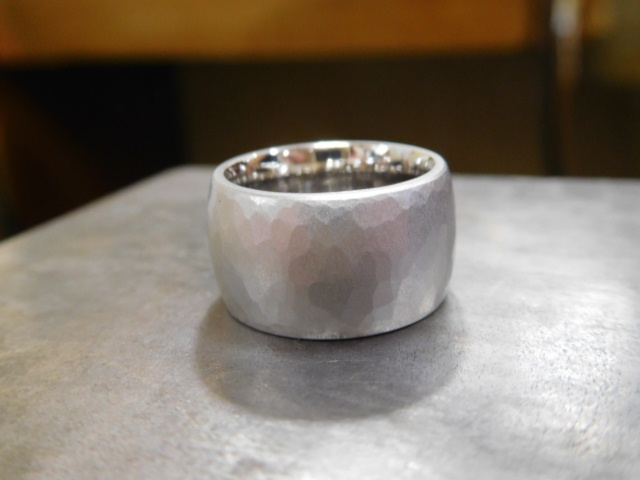
鍛造プラチナ メンズリングの詳細
○素材 プラチナ900
○幅(太さ) 11ミリ
○肉厚(高さ) 2.2ミリ
○形状 平打ち甲丸(平甲丸)
○模様 槌目 マット加工
今回は槌目を艶消しにして仕上げましたが
リング全体をピッカピカの鏡面にも可能です
そして結婚指輪として2本同時に作る事も可能
ご依頼を頂きました埼玉県のお客様には感謝です
ご購入をいただき誠にありがとう御座いました!
今回もとっても良い仕事をさせて頂きました(*´ω`*)
お仕事のご依頼やお問い合わせは
お問い合わせフォームからどうぞ
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================