鍛造リングの専門店ジュエリーコウキです
工房で1つ1つ鍛造で指輪を手作りします
鍛造(たんぞう)という製法は日本の伝統技法の1つ
鍛えて造るという意味で鍛錬しながら指輪を作ります。
この技術は昔から受け継がれてきた日本の伝統技術で
代々鍛造技術を継承してきた鍛造職人しか作れません。
近年、鍛造という製法が注目されて鍛造の結婚指輪が
増えてきましたがほとんどは鍛造ではなく鍛造風です。
鍛造に似せて作る鍛造風は本物の鍛造と全く違います
昔から伝わる本物の鍛造は鍛冶で職人が手作りします。
ちなみに本物の鍛造で手作りした鍛造リングは市場の
リングの中でも1%以下しか存在しない特別なリング
当店は全国でも数少ない本物の鍛造リング専門店です。

こんにちは (*´Д`)
ジュエリーコウキ 2代目の池田です 鍛造職人歴は30年
私、池田が師匠である父から代々受け継がれてきた鍛造
という技術を継承して工房で1つ1つ手作りしています。
鍛造とは画像のように金槌で地金を叩いて鍛える鍛冶で
手間をかけながら指輪を手作りしていくという製法です。
鍛冶で鍛錬をされた指輪は、密度が増して頑丈な指輪に
育ちますので変形や歪みや傷や衝撃に耐えられるんです。
市販の既製品の指輪よりも、数倍は頑丈で強い指輪です
鍛えて造る指輪という意味で「鍛造リング」と言います。
【槌目リング プラチナ】
さて、今回ご紹介させて頂く鍛造リングは槌目リング
平打ちベースのプラチナリングに鎚目を打ち込みます
シンプルな平打ちリングも癖がなくて素敵なのですが
深めに槌目を打ち込むと見た目がガラリ一変します!
力強くてインパクトを感じられてお洒落な平打ちです
画像の鍛造の槌目プラチナリングが出来上がるまでを
記事にしましたので楽しんで見て頂きたいと思います
記事の最後までどうぞ宜しくお願いいたしますm(__)m

ご依頼主様は、埼玉県のお客様です
日本全国からご依頼をお受けします
埼玉県のO様からのご依頼です。ありがとう御座います
こちらのお客様はユーモアがあって楽しかったですw
メールで何度も打ち合わせをさせて頂いたのですが
笑いありでとっても楽しい打ち合わせでした(^ω^)
頑張っている自分へのご褒美という事で指輪を探していて
私の作った指輪をネットで発見して一目惚れをしたという
作り手として物凄く嬉しかったのでガシガシ頑張りましたw

【鍛造リング 作り方】
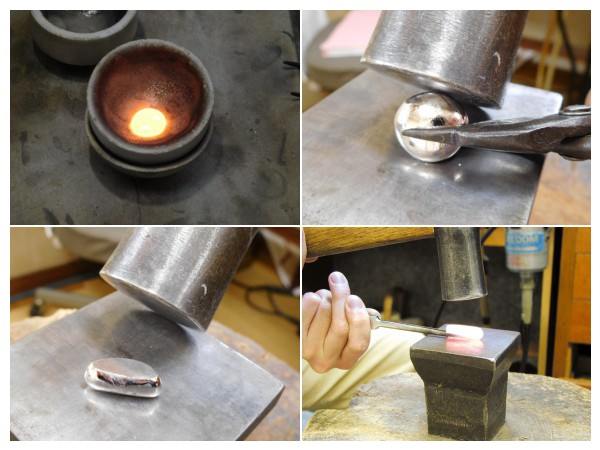
日本伝統技法の1つ、鍛造はプラチナの熔解から始まります
今回制作する鍛造リングの幅は3ミリで、肉厚が1.7ミリ
平打ちのデザインで、金槌で鎚目をがっつり打ち込んだもの
その指輪を作るのに必要な地金(プラチナ)を溶かします
プラチナの溶ける温度(融点)は約1770度です
その温度以上の火力がだせる酸素バーナーで熔解(ようかい)
そして溶けて冷めたプラチナを叩いて指輪を造っていきます
日本の鍛冶技術はハンパなく繊細で力強い
私も30年ずっと鍛冶をしておりますが
日本の鍛冶技術は本当に凄いと思います!
指輪だけではなく沢山の鍛冶の現場を見てきましたが
繊細なのに力強い、そして味わい深くて気品を感じる
魂を込めて叩く職人さんは凄味を感じて感動すらします!
語ってしまいましたがw 指輪の鍛冶に戻ります
「角床」という地金を叩く為の台にプラチナを置いて
大きな金槌を振り下ろしてガンガン叩いて鍛えていきます
この時に、プラチナの塊が四角形になるように叩きます
四角形に成形していく理由は、叩きやすいからという単純な
理由もありますが、これから作る指輪の幅と肉厚にするんです

叩いてはナマス(焼く)の繰り返し
プラチナを何度も何度も金槌で叩いて、炎でナマス(焼く)
その繰り返し作業の事を、鍛える金と書いて鍛金(たんきん)
そして鍛えた地金で造るからこそ鍛造(たんぞう)と呼びます
鍛造のメリットは、鍛え上げた地金で造るので強度が強い事
鍛造のメカニズムは後で詳しく説明させていただきますが
強度だけではなく、地金の粘り強さもあるので変形に強い!

鍛造のメカニズム
プラチナを何度も叩いて焼き上げる事で、地金中に含まれる
微量な空気(スと呼びます)を外に放出させる事ができます
そして、じっくり叩いた衝撃と、じっくりナマした高温とで
地金中の粒子が整い、地金密度を極限まで高める事が可能に
密度が詰まったプラチナは粘り強くて強度も強いんです!

鍛造と鋳造は全くの別物です
一般の販売店は鋳造品を販売
ほとんどのジュエリーショップは鋳造ジュエリーを販売
鋳造(ちゅうぞう)とは、予め用意したデザインの型に
溶かしたプラチナを流し込んで固める製造方法です
そのまま流して型で形になるので微量な空気(ス)も
地金中に入っている場合も多くて、地金密度も普通です
既製品は巣穴が見られる場合がありますが鋳造だからです
そして鋳造は大量生産もできるので市場に多くあるんです
鍛造は全くの別物で、職人の手間と技術も必要ですし
鍛造ができる環境(工房や工具など)も必要となります
そういう事から鍛造ジュエリーの店は限られた専門店のみ

鍛冶で伸ばしたプラチナ板を丸る
鍛えまくった鍛金のプラチナは雰囲気がありますよね
じっくりと手間をかけて、叩いて焼いて伸ばしたので
指輪の形になる前なのにパーツの状態でもオーラが放出!
丸棒という指輪を丸める工具に、プラチナ板をあてて
木槌でコンコンと全体を叩きながら丸めていきます
簡単そうに見えますが綺麗に丸めるって凄く難しいです

プラチナ板を綺麗に丸めると繋ぎ目が出ます
この繋ぎ目に隙間があるとトモ付け(溶接)をした時に
不具合が出てしまうので隙間はゼロになるように合わせます
隙間がなくなったら、その隙間に薄く伸ばしたプラチナを
挟み込んで溶かす作業となります(ロウ付けとも呼びます)

トモ付けと、ロウ付けの違い
一般的にはこの溶接方法をロウ付けと呼んでいますが
ロウ付けとは指輪本体の地金よりも溶けやすいロウを使用
トモ付けとは指輪本体の地金を薄くのばして溶かす方法
という事は指輪とロウが同じ温度で熔解(約1770度)
指輪が極力溶けないようにする事が職人の技術となります
危険ですが同じ地金で融合するので抜群の強度を誇ります。

【槌目リング 作り方】
大きい金槌で浅い鎚目を万遍なく打ち込む(下地付け)
先程の丸棒にトモ付けをした指輪を入れて金槌で叩きます
万遍なく表面を叩く事により指輪が綺麗な真円になります
リングが真円になったら鎚目を軽く打ち込んでいきます
この時の鎚目は、広めの金槌を使って広い鎚目をつけます
浅くて広い鎚目が下地となって、深い鎚目が引き立ちます。

小さい金槌で深い鎚目を打ち込む
先程の浅くて広い鎚目の上から、深い鎚目を叩きます
この時の金槌は小さいタイプのもので叩いていくんです
小さい金槌の面を使ったり、角を使ったりして叩きます
一箇所だけ集中して打ち込むとデザインが崩れますので
指輪の全体にバランスよく均等に打ち込む必要があります

均等に鎚目を入れる事でバランスが保てます
鎚目模様の数がバランスよく増えてきましたね(^ω^)
深い鎚目、浅い鎚目、広い鎚目、狭い鎚目、万遍なく
鎚目も1つ1つ考えながら金槌で打ち込んでいるんです
金槌の大きさ、形、打つ場所、力加減、角度、などなど
鎚目模様は無限なんです。同じ模様を出す事は不可能です
だからこそ鎚目の個性に合わせての配置が重要なんですよ
そうそう、この槌目を打ち込む作業をしながらサイズも
伸びていきますので指定のサイズになるように調整します
鎚目を入れながら、サイズも気にしながらの仕事ですね。

指輪の全面に鎚目模様を打ち込みました
金槌で叩いて出す模様だから、簡単に見えるかもですが
これが本当に難しい(汗)適当に打つとただの傷です!
鎚目は金槌で打ち込む伝統工芸です(指輪に限らず)
模様に見えて初めてその奥深い美しさが伝わるんです
傷に見えるようじゃ鍛造品として失敗ですよ(;´Д`)
鎚目は同じ模様が出来ないからこそバランスが重要です
配置を考えて魅せ方を考えながら叩かないと成功しません
自分も30年コツコツやってきてやっと槌目を習得しました

指輪の彫金(ちょうきん)作業の開始
ガッツガツと何回も叩いて焼いて打ち込んだ鍛冶は終了
じっくりと時間をかけた鍛造の次ぎは彫金作業へ進みます
基本的にプラチナリングの彫金作業で1番使うのはヤスリ
他にも彫金に必要な道具は沢山ありますが、やっぱり
ヤスリを使う頻度は極めて多いですよね(形は様々あり)

プラチナリングを金槌でガンガン叩きまくったので
リングの幅がガタガタで幅もかなり広がっています
ヤスリで両側の側面をバランスよく削って幅を整えます
そして側面を削ると「バリ」という角が出てきます
このバリという鋭利な角はバリというだけあって・・・
バリバリに危険な角バリなんです(親父ギャグ炸裂w)
つけ心地にも凄く影響してきますので丁寧に削り落とし
角が指に当たっても痛く感じないように角を落とします。

指輪の内側を丸く削る(つけ心地が良い)
つけ心地の良さにも自信を持ってお勧めしております!
大袈裟ではなくて、指輪の着け心地は本当に重要ですよ
つけ心地の悪い指輪をしているとストレスが溜まります
指輪への違和感が気になって毎日気にする生活になります
それがストレスとなって体調も悪くなったりするんです

ジュエリーコウキの指輪「つけ心地が最高」
指にストレスを与えないように指輪の中を丸めています
角を取るだけではなくて、内側全体を丸めているんです
そうする事で、指に吸い付くように優しくフィットして
つけていないんじゃない?それくらいの感覚になります!

さらに指輪の内側を滑らかに
ヤスリでの彫金作業で、指輪の内側をガリガリと丸く削り
紙ヤスリでサクサクと小傷を取り除いていき、次はゴムで
滑らかに仕上げていきます(内側だけでも工程が多いです)
※このゴムはシリコンポインターという研磨ゴムです
茶色いゴムは硬くて研磨材が入っている性質のゴムで
青いゴムは研磨材が入っていなくて柔らかくて磨くゴム
どちらのシリコンポインターも仕上げには必要なんですね。

ヘラがけ(ヘラ掛け)
「ヘラがけ」という昔からの伝統的な磨き方法です
今はバレルという機械で光らせる事も可能な時代ですが
昔はこのヘラ磨きという工程で鏡面を出していたんです
バレルで磨くのも綺麗に光りますが、ヘラがけと比べると
なんとなく鏡面の輝きが違います(ヘラがけの方が深い)
なので鏡面の質が高い「へらがけ」を今も取り入れています

ヘラ棒という工具をプラチナの光らせたい面に押し付けて
プラチナの面を潰すようなイメージで押し滑らせるんです
そうする事によって面が潰れた場所が鏡のように反射します
簡単なように感じるかと思いますが、かなり難しい作業
反射する鏡面を綺麗に出せるようになるには技術が必要です
ヘラがけで商品の輝きが生きるかどうかになるので重要です

バフがけ(バフ掛け)
「ヘラがけ」の次は「バフがけ」
「がけ」という言葉が続いて何か似ていますよね(^ω^)
バフとは磨き布です。形は様々ですが基本的に磨き布です
磨き布に青子(アオコという研磨材、研磨油の塊)をつけて
バフモーターでがっつりと磨いて光らせる方法です
特に大きなグラインダータイプのバフモーターの場合は
回転数、パワーが凄いのでプラチナやゴールドなどの
地金に熱を持ち、火傷をする恐れもあるので注意が必要です。

槌目の鍛造プラチナリングが完成!
プラチナに無数に打ち付けられた槌目が圧巻です(*´Д`)
槌目模様の1つ1つが違いその組み合わせで模様になります
金槌で叩いて表現する模様ですので、センスが問われますね!
写真は艶消しのマット仕上げですが、鏡面光沢にも出来ます
光沢の鎚目もまた見え方が違って素敵な輝きを放っています
艶消しの鎚目もまた使い込めば使い込む程に味が増すんですよ
凹んだ鎚目の部分は艶消しのままで凸の部分が光るからですね
ですので光沢も艶消しも、どちらも鎚目の魅力が味わえます!
槌目リング 太くすることも可能
プラチナリングの幅や肉厚を変更する事も、もちろん可能です
写真の鎚目リングは幅が3ミリですが4ミリ、5ミリ、6ミリ
それ以上に太くする事も可能ですし、逆に細くする事も可能。
指輪の高さ(厚さ)をもっと厚くすれば鎚目も更に深く入ります
お客様のお好みで、自分好みの鎚目リングを制作致します(^ω^)
これだけ地金を叩いて造る鍛造の指輪はかなりレアで珍しいです
手間暇がかかりますが本物の鍛造、本物の鎚目をして欲しいです
価格も既製品の指輪よりも抑えています(良い物を安く提供したい)
この記事を見たアナタ!これは間違いなくご縁だと思います(*´Д`)
最後に、今回ご依頼を頂きました埼玉県のO様からの
ユーモアのあるお手紙をご紹介させて頂きます(^ω^)
打ち合わせも指輪の制作も凄く楽しかったです
ご依頼を頂きまして誠にありがとう御座いました!
それではお手紙をご紹介して終わりとさせて頂きます。
=================================
先ほどキラキラの指輪が届きました♪ ステキです!
早速他の指輪と合わせてみると、
もう気分アゲアゲ(平野ノラ的な)で、酔えました。
ワガママ言って良かったデス。
池田さんには、ご迷惑かけましたが快く受けて頂き感謝です。
ありがとうございます!
=================================
鍛造で作る結婚指輪は、ごく稀で希少価値のある結婚指輪
世界中の全てのジュエリーのうち鍛造で作られたリングは
1パーセント未満と言われるほど鍛造リングは少ないです
その理由は、鍛造リングは地金を金槌で叩いて炎で焼いて
じっくりと時間をかけて地金密度を上げていくという製法
熟練された技術や知識を持った職人のみしか作れない技法
鍛造リングを作る為の専門工具や機材など設備も必要な為
伝統工芸と言われる鍛造リングは日本の宝だと思いますが
受け継ぐ職人が激減しており鍛造リングは衰退しています
だからこそ鍛造技術を受け継いだ私が広めたいと思います
指輪作りの制作日記をご覧頂いて、鍛造技術に納得をして
私の結婚指輪をご購入して頂けると作り手として幸せです。
お気軽にお問い合わせOKですよ(^ω^)
こちらの「お問い合わせ」もしくはメールで
j_kouki_ring@yahoo.co.jp までお願い致します。
結婚指輪の一覧です → ジュエリーコウキ 結婚指輪の一覧
==================================